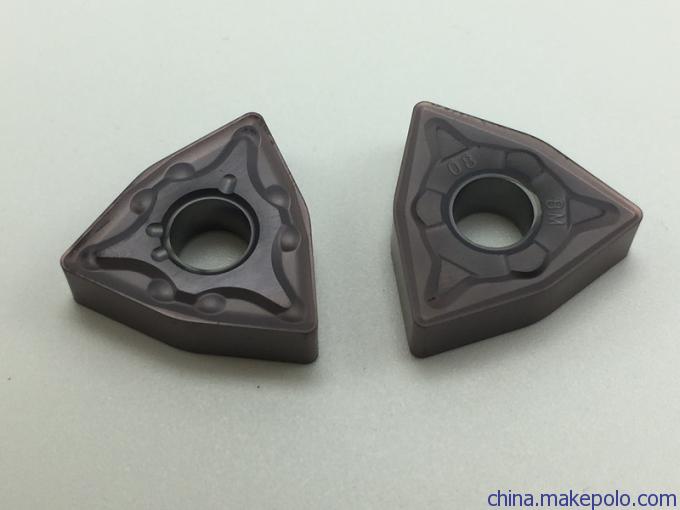
三种规格:WNMG080404 WNMG080408 WNMG080412
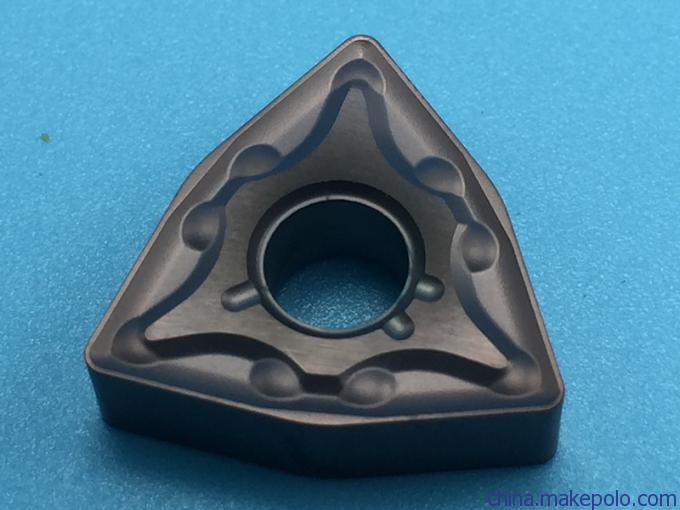
卖点:此款WNMG080408 HM1001数控车床外圆车刀片是一款专门加工201 304 水轮叶片等不锈钢车刀片。M级精度,双面断屑槽,钢件切屑断屑范围宽,对小切深加工也有较好的切屑控制。它具有双面性和独特的款式,解决了不锈钢产品易粘刀不耐磨的问题。超细颗粒的良好韧性和先进的紫红色涂层工艺相结合,具有良好的抗粘性和耐磨性,减少了刀片的使用量,质优价廉-OYT是您最佳的选择。
库存;2000片
涂层
结构类型:机夹式
适用机床:车床
加工范围:201 304 水轮叶片等不锈钢
材质:硬质合金
标准件
材质:硬质合金
参数:ap 2.0mm(0.50-3.0)
fn 0.25mm/r(0.10-0.5)
Vc 320m/min(260-400)







车刀的角度如何确定 车刀的几个角度介绍
车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度亦不相同。车床用车刀具有四个重要角度,即前间隙角、边间隙角、后斜角及边斜角。
1)前间隙角
自刀鼻往下向刀内倾斜的角度为前间隙角,因有前间隙角,工作面和刀尖下形成一空间,使切削作用集中于刀鼻。若此角度太小,刀具将在表面上摩擦,而产生粗糙面,角度太大,刀具容易发生震颤,使刀鼻碎裂无法光制。装上具有倾斜中刀把的车刀磨前间隙角时,需考虑刀把倾斜角度。高速钢车刀此角度约8~10度之间,碳化物车刀则在6~8度之间。
2)边间隙角
刀侧面自切削边向刀内倾斜的角度为边间隙角。边间隙角使工作物面和刀侧面形成一空间使切削作用集中于切削边提高切削效率。高速钢车刀此角度约10~12度之间。
3)后斜角
从刀顶面自刀鼻向刀柄倾斜的角度为后斜角。此角度主要是在引导排屑及减少排屑阻力。切削一般金属,高速钢车刀一般为8~16度,而碳化物车刀为负倾角或零度。
4)边斜角
从刀顶面自切削边向另一边倾斜,此倾斜面和水平面所成角度为边斜角。此角度是使切屑脱离工作物的角度,使排屑容易并获得有效之车削。切削一般金属,高速钢车刀此角度大约为10~14度,而碳化物车刀可为正倾角也可为负倾角。
5)刀端角
刀刃前端与刀柄垂直之角度。此角度的作用为保持刀刃前端与工件有一间隙避免刀刃与工件磨擦或擦伤已加工之表面。
6)切边角
刀刃前端与刀柄垂直之角度,其作用为改变切层的厚度。同时切边角亦可改变车刀受力方向,减少进刀阻力,增加刀具寿命,因此一般粗车时,宜采用切边角较大之车刀,以减少进刀阻力,增加切削速度。
7)刀鼻半径
刀刃最高点之刀口圆弧半径。刀鼻半径大强度大,用于大的切削深度,但容易产生高频振动。
如果想深入了解我们,请百度搜索台州欧亚特工具有限公司



