高速精雕机防护罩 CNC模具雕铣机不锈钢防护罩l 整体铸造机体,淬火时效处理,精密磨床轨道加工,确保机械精度;
l 全封闭式外罩,外循环式切削油加工方式,配备有渣屑收集箱,确保加工场地干净、整洁;
l 一体化控制柜,计算机和控制箱一体式操作,方便、快捷;
l X、Y、Z三轴采用高精度进口矩形直线导轨,超强负载承重能力,快速位移定位精度高;
l 高精度研磨滚珠丝杆,双螺母自动消隙,传动精度高,能确保长时间内机械误差小;
l 高精度联轴器,在高速、高扭矩时,无转差;
l 高精度、高灵敏度自动对刀仪,保证刀具长度自动补偿,确保加工精度;
l 人性化控制手轮,方便操作;
l 床身独立润滑系统设计,确保运动部件经久耐用;
l 高性能运动控制系统,运行稳定,精度高;
l 内循环油冷主轴装置,外循环刀具冷却装置;
l 大功率、高转速油冷主轴,密封性能好,带吹气,防水雾剂;
l 控制柜采用全密封装置,灰尘和水汽全隔绝,电脑系统和电路部分保持干燥和无灰尘,经久耐用;
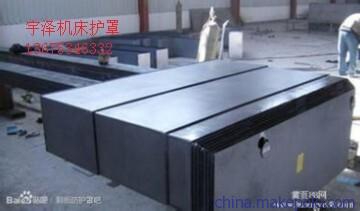
雕铣机导轨防护罩是机床的传统防护形式.在这一领土里钢制伸缩式导轨防护罩被宽泛的使用,对防止切屑及其它尖锐东西的进入起着有效的防护作用,通过一定的结构措施及合适的刮屑板也可有效的降低冷却液的渗入.我厂钢制伸缩式导轨防护罩能够适应现代机床对高科技、正确的安装职位、高运行速度等方面不断提高的要求.

技术数据
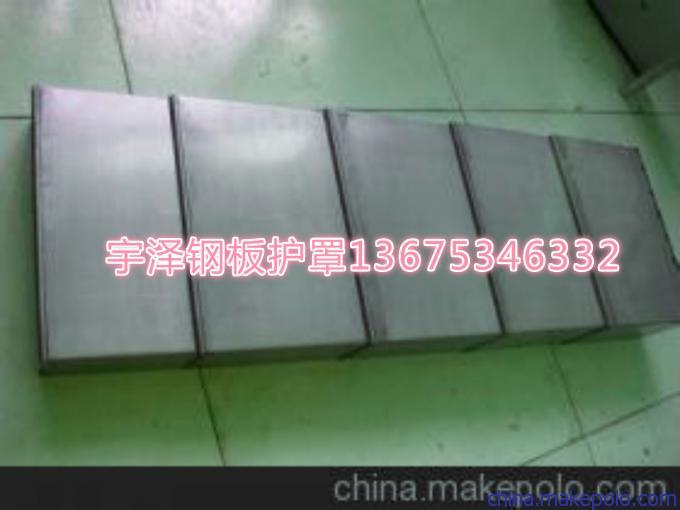
钢制伸缩式导轨防护罩为高品质的2-3mm厚钢板冷压成形而成,依据要求也可以为不锈钢的.特别的表面磨光会使其另外升值.我们可以为所有的机床类别提供相应的导轨防护类型(水平、笔直、倾斜、横向).
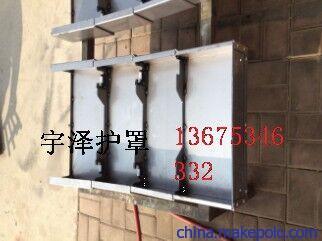
依据运行速度及导轨的不同我们所研制的防护罩结构也不同.运行速度10m/min之下的我们装有聚安脂或黄铜滑块.中等速度30m/min之下的我们装有滚轴.另外驱动板、刮屑板及吸屑板之间还需要用缓冲系统.滑块缓冲系统的目的是减少碰撞、噪音及摩擦.
钢制伸缩式导轨防护罩的节数对其比例、重量及运行特性都很重要.每个单节都应尽可能的长,这样可以减少节数


i机床防护罩制造钣金技术下料是将厚材料按需要切成坏料,钣金下料的方法很多.按机床的类型和工作原理可分为剪切、铣切、冲切、氧气切割和激光切割.我司主要采用剪切、冲切及激光切割(LASER)剪切 主要是用剪床剪裁直线边缘的板料,要求保证剪切表面的直线度和平行度.并尽量减少板材扭曲冲切下料 主要利用数控冲床或普通冲床及落料模进行下料激光切割 利用激光切割设备对板材进行连续切割,它的特点是效率高、精度高.随着生产的不断发展的技术进步,绝大多数的成形工艺是在机器上完成的.手工方法往往作为补充加工或修整工作.但在单件生产情况下,或一些形状比较复杂的零件,仍离不开手工操作及加工.手工成形主要是利用一些简单的胎型、*模和各种各样的工夹具来完成.手工成型主要采取以下方法:弯曲、放边、收边、拔缘、拱曲、卷边、缝的校正.工模具成形是利用冲床、折床等机器及各种各样的模具来完成板料的成型.可分为:弯曲、拉延、局部成型和翻边、缩口、缩颈、扩口和胀形、成形、拉弯成形、旋压成形和校平.我司主要采用弯曲(折弯)、校平或成形等工艺.弯曲(折弯)是钣金加工的主要方法之一焊接 是对焊件进行局部或整体加热或使焊件产生塑性变形,或加热与塑性变形同时进行,实现永久连接的工艺方法.可分为:手工电弧焊、气体保护电弧焊、激光焊、气焊、段焊和接触焊.我司主工采用气体保护焊和接触。