购销龙岗滚筒喷砂机|自动型双枪滚筒式喷砂机设备适用范围:小型五金件,塑料,去毛刺,去刀痕,去氧化皮层,亚光面,电镀与氧化前喷砂处理。

目录
1、概述
1.1工作原理
本机采用吸入式喷砂,即采用压缩空气在喷枪内高速流动形成负载,产生引射作用。从储砂斗底部经过橡胶管将砂料吸入喷砂枪内。然后随压缩空气流由喷嘴高速喷射到工件表面,以到达喷砂目的。
1.2本机特点
A.本机设计新颖,主体结构采用2.0mm冷轧钢板焊接,外观经过高温烤粉处理,颜色为珍珠白色,喷砂舱内配置双枪与滚篮,操作方便,加工效能好,能源消耗低 。
B.本机配有电柜控制箱,安装有报警器,交流接触器,漏电保护器,线排。另外加装有计时器来控制喷砂枪的时间,电箱表面安装有两档开关与按钮开关来控制喷砂启动与除尘风机启动及滚篮马达启动。
C.本机主要零部件采用优质品牌件,安全可靠,经久耐用。
1.3用途
本机能完成清理锻造件,冲压件,热处理件,焊接件,装饰五金件压铸件及机械工件的表面粗表面,去氧化皮,除锈,去除毛刺和残盐。用于喷涂,电镀,阳极氧化的预处理工序。
1.4喷砂机外观图形

1.5主要技术规格参数
设备外形尺寸:1550mm长×1000mm宽×1750mm高
设备工作室内尺寸:800mm长×1000mm宽×800mm高
除尘箱尺寸:500mm长×500mm宽×1500mm高
除尘风机:0.55KW 380V 50HZ(布袋式除尘)
照明:18W日光灯2只
喷砂方式:自动工作(可设定时间)
枪的数量:2只(铝合金带碳化硼喷嘴)
砂管:外径19mm×2米长(高耐磨橡胶管)
外壳:2.0mm冷轧钢板焊接制成
透视窗:1个镜框
下砂斗:1个
门:前开门(前开门)
实用于36目-240目磨料
空气压力因大于7bar(kg/cm2)(空压机是需方设备)空压机在2立方
滚筒:1只(自动滚动工作),采用2.0冲孔网版制作。
滚筒内最大载重量:20公斤
总功率:1.2KW左右
总重量:0.38
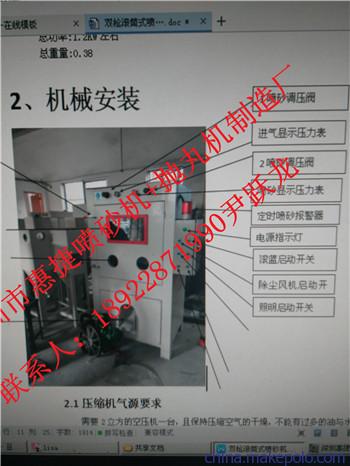
2、机械安装

2.1压缩机气源要求
需要2立方的空压机一台,且保持压缩空气的干燥,不能有过多的油与水进入喷砂气管内(需方自备)。

2.2电源
使用380V三相四线(及三条火线与一条零线)电源线一根长度约3-7米即可,剥开电源线把里面的四条电子线连接到喷砂机电箱内的漏电保护器下方的四个螺丝上,从左至又(1火线,2火线,3火线,4条零线)其它内部线路已经连接好且有表示,不需要再次变动其它线路。
2.3安置地面
摆放在水平地面上,不需要圈地螺丝,选择一个室内窗口把喷砂机的除尘箱上面风机口对准窗口中心方向,让除尘箱上的风机(风流)畅通。如果室内没有窗口通风,那么把喷砂机的除尘箱风机口距离墙面约50cm摆放整齐,切忌除尘箱风机口不能堵塞住。

3、操作程序
3.1磨料的装入
根据加工需要选择适当的磨料倒入喷砂机舱内,砂料会逐渐渗入到漏砂斗底部,两根吸砂管口,首次倒磨料(砂)一般为10-15KG左右即可最大不超过25KG。
3.2进砂量的调节
根据使用磨料的种类,调节进砂器(枪芯)进气管的位置,把进气管连接喷砂枪段的枪芯里外旋钮伸缩,使进气管芯露出适当长度的进砂间缝隙,从而可以控制磨料进入吸砂管的数量,一般间隙距离为5-6mm,可以按实际使用情况来确定合理的数值。
3.3压缩空气的调节
按工件需要调节调压阀来控制进入喷枪的压缩空气压力,工作压力可在2.5-8bar范转内选择。
3.4喷枪角度调节
检查喷砂上的黑色橡胶砂管是否插到枪坐内底部,然后用内六角5mm扳手将黑色橡胶砂管牢锁在喷枪坐孔内,检查透明胶管是否牢靠扎紧在喷砂枪的后端枪芯上。然后用开口扳手旋钮喷枪架两边的外六角螺栓,调节喷砂枪前后左右对准八角滚篮的中间凹槽处。喷砂枪上的喷头(白色塑料套)一定要钮紧,喷头内面装有黑灰色喷嘴,喷嘴塞到喷头套内两端要平齐,并且不能有松动的现象。
3.5开机操作
合上电柜箱内漏电开关的闸门,再按电箱面板④照明开关,依次按①风机开关,②滚筒转动开关,③喷砂开关。另外两个开关为喷砂控制单独启动开关⑸和⑹它们分别控制一枪与二枪,属于单动喷砂控制按扭开关。一般不要扭动,只有人工持一把喷砂枪作业时才用或者两把喷砂枪中有一把磨损坏掉了,才会用这两个旋扭开关。
3.6灰尘的清理
每个四个小时清理一次灰尘,具体操作为:关闭所有控制电箱面板上面的开关后,按除尘箱后面红色的除尘按钮(除尘阀)每次轻轻按两下,按5-8下按钮即可。以使除尘布袋震动抖落灰尘,然后打开除尘箱底部储灰斗扣盖板,用容器盛住灰尘倒掉垃圾桶内。
4、常见故障及排除方法
|
故障现象 |
可能原因 |
排除方法 |
|
好的磨料进入除尘袋 |
喷砂舱内过滤网损坏或者脱离掉了 |
重新装过滤砂网 |
|
磨料漏失在工作场地上 |
除尘袋老化或者侯箍 |
更换老旧的布袋 |
|
喷砂时工作舱视野不清晰 |
除尘袋堵塞,.除尘袋老化.磨砂中含粉末太多,喷砂压缩空气过大。 |
换布袋,更换砂料材质选择硬度高耐磨或者水洗过的砂料,调节压缩空气气压。 |
|
喷砂效能变低 |
喷嘴太小,喷嘴松动,枪芯离喷嘴距离间隙太小,砂料硬度不高或者已经超过使用极限。 |
换喷砂头,重新安装喷嘴,调节枪芯处距离,更换掉现有的砂料,使用耐磨砂料。 |
|
喷出来的磨料不均匀或者 出现脉动 |
砂料太少,压缩空气过低,调压阀没有调高压力,喷砂头枪内部堵塞,砂料上潮。 |
加砂料。更换空压机或者调节压力阀门,疏通喷砂枪头,砂管内面的堵塞物。 |






