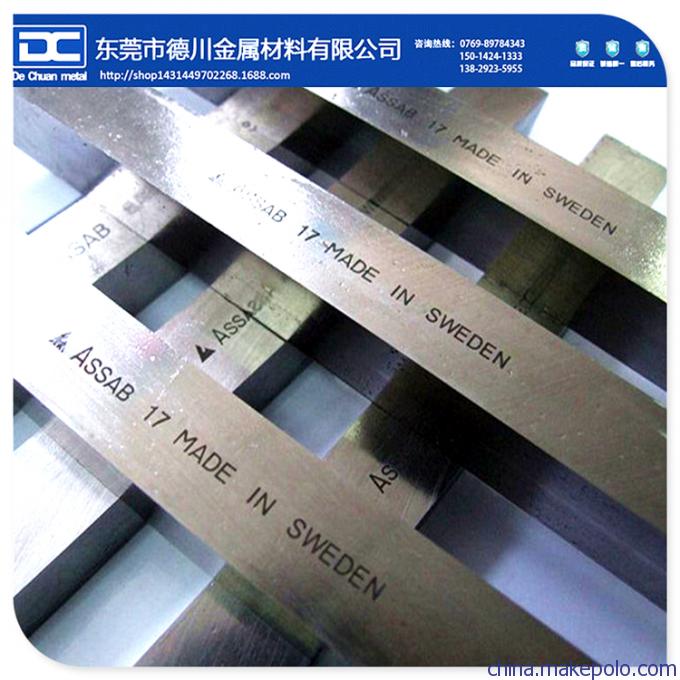


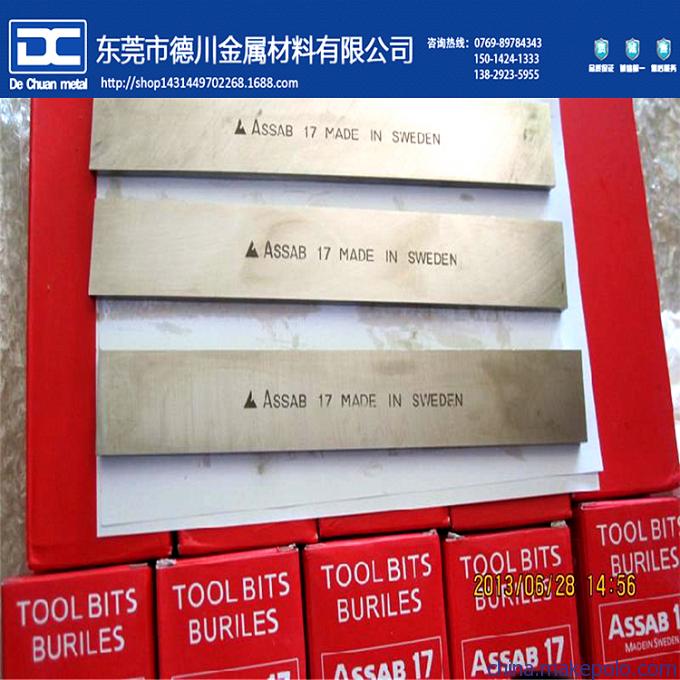

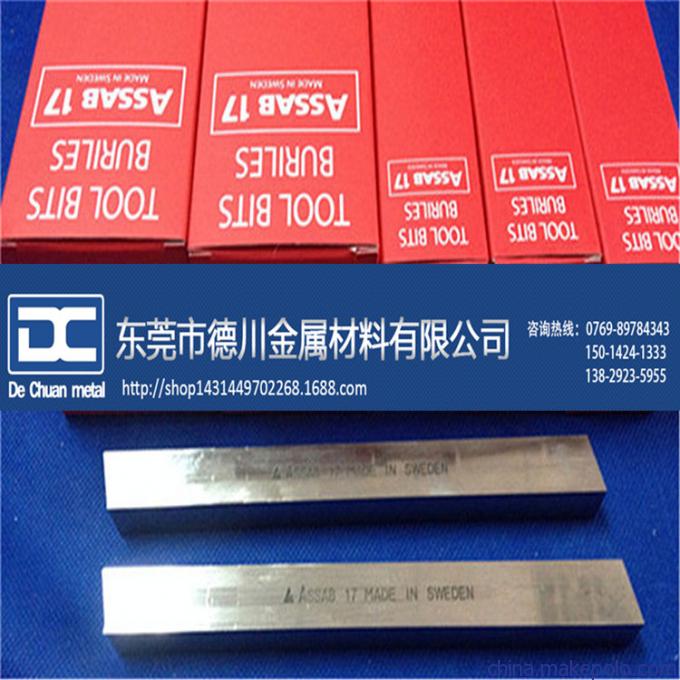

德川瑞典ASSAB+17 M42高钴超硬白钢刀简称:
工具厂、刀具、刃具厂生产的高速钢刀坯(由用户自己磨成切刀、螺纹刀)
经过磨削,呈白亮色,故称之为“白钢刀”
英文名:HIGH SPEED STEEL,简称:HSS
德川进口白钢刀特供材质:
ASSAB+17,M35,SKH-9, W6Mo5Cr4V2,9341,M42,7442,4241
德川瑞典ASSAB+17 M42高钴超硬白钢刀性能:
具有很高的红硬性(HRC68-70)和耐模磨性、切削速度快,剪边锋利,高韧性,
耐冲击的优良性能,抗弯强度,冲击韧性与普通高速钢在同一水平上。寿命
是普通高速钢的2倍以上。提高机床生产效率2倍以上。
综合性能达到含钴高速钢M42水平,具有很好的性能价格比、模具刀板为客
户有效地解决前道工序的难题。
白钢刀适用范围:
ASSAB白钢刀适用于一般车床、半自动及自动车床、刨床的外圆、端面、内孔、螺纹、
平面、台阶、凹槽及切断等工序的加工。
特点:采用高速钢材质,有很好的韧性及较高硬度,切削几何参数可按需磨制。
瑞典一胜百ASSAB+17高硬度耐磨白钢刀硬度范围:
HRC58-62 HRC63-65 HRC68-70白钢制品
德川ASSAB白钢刀用途:
产品用途:适用于不锈钢,高碳钢,一般车床、半自动及自动车床、刨床的
外圆、端面、螺纹、平面、台阶、凹槽及切断等工序的加工。特点:采用高
速钢材质,有很好的韧性及较高硬度,切削几何参数可按需磨制。
圆车刀:直径0.5--30.0mm公差:0.02长度:100-200m
白钢刀的特性及规格:
德川ASSAB超硬白钢刀具以下特性:超高硬度HRC-68—70,具有很高的红硬
性和耐模磨性。抗弯强度,冲击韧性与普通高速钢在同一水平上。寿命是普
通高速钢的2倍以上。提高机床生产效率2倍以上。综合性能达到含钴高速钢
M42水平,具有很好的性能价格比。
德川瑞典一胜百ASSAB+17白钢制品:车刀的工作部分就是产生和处理
切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、
切削液的通道等结构要素。德川车刀的切削部分由主切削刃、副切削刃、前刀
面、主后刀面和副后刀面,刀尖角成。车刀的切削部分和柄部(即装夹部分)的
结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。机械夹固式
车刀可以避免硬质合金刀片在高温焊接时产生应力和裂纹,并且刀柄可多次使
用。机械夹固式车刀一般是用螺钉和压板将刀片夹紧,装可转位刀片的机械夹
固式车刀。刀刃用钝后可以转位继续使用,而且停车换刀时间车刀短,因此取
得了迅速发展。德川瑞典一胜百车刀的切削部分由主切削刃、副切削刃、前面、后
面和副后面等组成。它的几何形状由前角γo、后角αo、主偏角κr、刃倾角γ S、
副偏角κ惤和刀尖圆弧半径rε所决定。车刀几何参数的选择受多种因素影响,必
须根据具体情况选取。前角γo根据工件材料的成分和强度来选取,切削强度较
高的材料时,应取较小的值。例如,硬质合金车刀在切削普通碳素钢时前角取
10°~15°;在切削铬锰钢或淬火钢时取-2°~-10°。一般情况下后角取6°~10°。
主偏角κr根据工艺系统的刚性条件而定,一般取30°~75°,刚性差时取较大的值,
在车阶梯轴时,由于切削方式的需要取大于或等于90°。刀尖圆弧半径rε和副偏
角κ惤一般按加工表面粗糙度的要求而选取。刃倾角γ S则根据所要求的排屑方
向和刀刃强度确定。车刀前面的型式,主要根据工件材料和刀具材料的性质而定。
最简单的是平面型,正前角的平面型适车刀用于高速钢车刀和精加工用的硬质
合金车刀,负前角的平面型适用于加工高强度钢和粗切铸钢件的硬质合金车刀。
带倒棱的平面型是在正前角平面上磨有负倒棱以提高切削刃强度,适用于加工
铸铁和一般钢件的硬质合金车刀。对于要求断屑的车刀,可用带负倒棱的圆弧
面型,或在平面型的前面上磨出断屑台。
瑞典白钢刀常用规格齐全:(非标量大可定做)
