



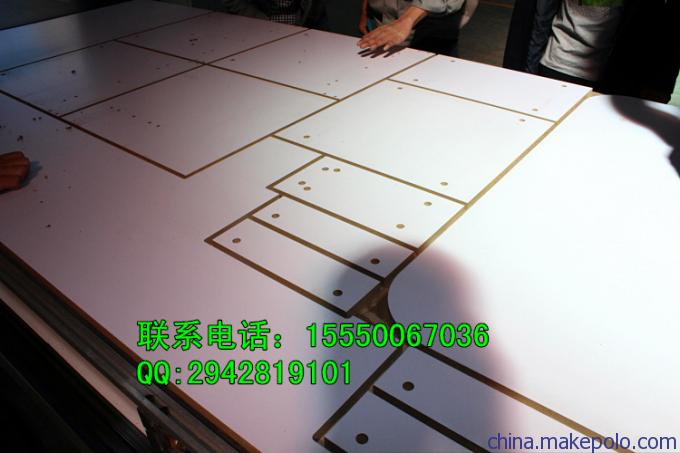
定制化板式家具工厂信息化之后的加工流程 :板式家具工厂根据门店客户提供的订单(CAD或者手绘图纸),使用我们匹配的拆单软件,把客户的橱柜或衣柜设计出来,软件会自动的生成爆炸图、五金件清单、报价单、生成生产报表、板材开料优化代码及孔位信息指令代码等加工信息,然后这些加工信息会汇总到一张条形码上,板材切割时液压平台每加工一张板都会自动上升到与台面平齐的高度,我们的自动上下料加工中心会根据指令自动打印及贴好每块小板的条形码,自动取料、自动切割后推到自动出料平台就可以进行下道工序了。
补充下:切割时无论是大板、小板、切长的、切方的、切弧形或者切圆的都可以轻松完成,那么问题来了 切割很小的板材怎么办,会不会移位跑偏呢?答案是:不可能,我们会通过系统优化好切割路径,只有2-3公分的窄板也可以切割,整个过程只需要将N张板材一次性放到液压升降平台上,然后等着出料就ok了,减少了一个抬料的人工,光人工费就省了几万块,异形切割板材利用率也达到了最大,8小时平均切割100张板左右,1张板材1块多点的刀具成本真真是节约呢。赠送功能:因为是自动换刀的加工中心,所以刀库换上合适的铣型刀,直接做柜门更是木有问题。
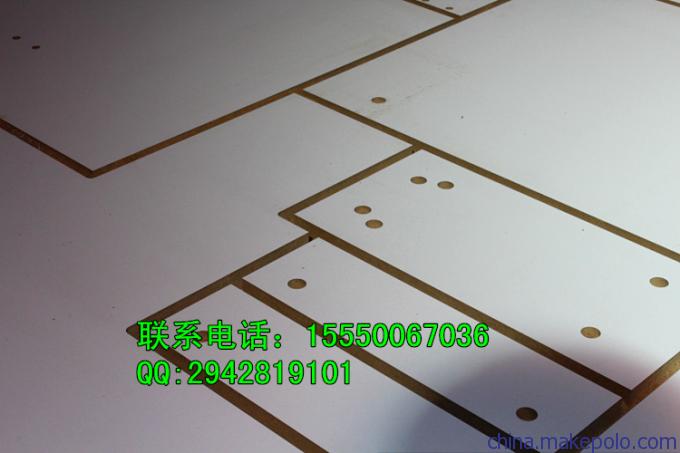
然后就可以进行下道工序了:封边和打孔。打孔时只需普工(无需技工、不用调距)将切割好的单块小板放在我们的斜立式数控钻加工平台上,轻踏脚踏开关就完成自动定位的工作,用扫码枪扫描下条码,数控钻就开始自动工作了。工作组钻台由12个垂直钻,5组(10个)水平钻及一个划槽锯片和一个铣刀轴组成,当然间距标准也是国际通用32了无论是垂直孔、水平孔、三合一孔、铰链孔还是划槽、切角统统一次完成,如果间距合适一次打多个孔更是没有问题哦,精确度超级准确,有的朋友会问如果有6面加工的板材怎么办那,放心,这个问题我们已经帮您考虑好了,加工信息指令面板上会用不同的颜色来区分,这个是正在加工的,那个是还未加工的,这个是加工完的,那个是需要翻面加工的,每个步骤电脑都会帮咱记着呢,错不了滴。还有的朋友还会问
,我一块板长和宽都差不多,区别不大,万一放错了不就是白白浪费了我一张板,这个问题很严重,所以我们也替您考虑了,在数控钻上加装了自动感应测距装置,只要板材一放在加工平台上,他的长宽尺寸就会被系统自己感应并反馈到系控制器内和软件内加工数据做一个对比,如果放错版就会报警提示了。
所以出错率是0,我们不给您出错的机会,造成资源浪费。 更有优势就是板材裁切之后会变形,弯翘更不用怕。


木工加工中心主要配置:
本机采用意大利HSD原装9KW主轴,自动换刀功能;台湾台达工业变频器;台湾新代自动换刀工业级数控系统;瑞士Evermore-ER25刀柄;日本安川伺服电机驱动;台湾PMI方型直线导轨及精密滚珠丝杠;整体厚壁无缝钢结构焊接,经回火时效处理,防止机体应力变形。
木工加工中心主要特点:
1、本机采用台湾新代独特的八刀库换刀系统,换刀时间8秒,避免繁琐的手动换刀,真正实现一机多用。本系统还可以精确地调整刀尖的位置,允许在加工过程中动态调整加工速度和落刀速度,控制自动完成多重层面3D加工;智能化3D电脑数控功能,真正实现三轴线性联动,能够进行快速、平滑的三维立体雕刻或切割。
2、本机有效加工行程为1300*2500mm,配置真空吸附台面,巧妙划分吸附区,使德国产真空泵达到最高吸附能力,方便客户卡放板材;同时配置工业型吸尘器,免去灰尘污染,保证设备长时间工作不受影响。
3、本机采用进口大功率自动换刀主轴,搭配台湾台达工业型变频器,可轻松切割40毫米厚的实木板。
4、本机三轴采用台湾产滚珠丝杠与直线导轨传动,搭配安川伺服电机驱动,保证龙门运动快速、均匀、平稳,加工速度可达到每分钟20米,另外保证本机控制的高精度,可达0.02毫米。
5、本机可连续24小时工作,适合大中型企业全天候生产线使用,可应用于木工板材雕刻切割、工艺门雕刻镂铣、绣花机台板切割镂空、板式家具下料打孔等。







