更多
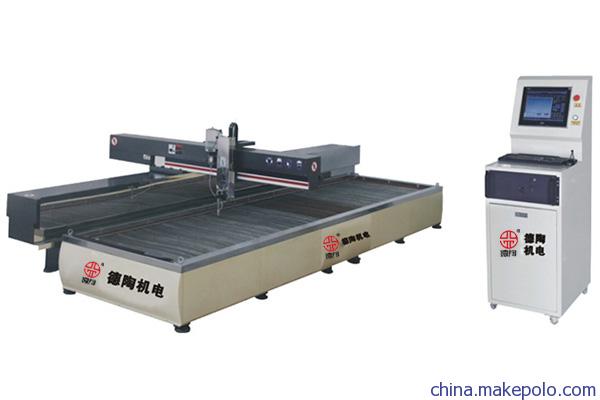
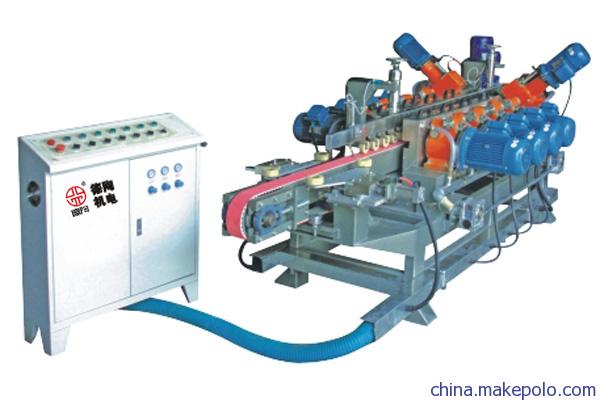
佛山德陶45度错位双边磨抛光机全自动干式单刀切割
不限
¥
1
点此议价
佛山市南海德陶机电设备有限公司
中国 佛山
全部商品
查看联系方式
产品属性
图文详情
品牌推荐
加工贸易形式
来料加工
加工产品种类
瓷砖
加工工艺
切割
加工设备
切割机
加工设备数量
1
生产线数量
1
日加工能力
1
12cm
13cm
水下切割会降低加砂水刀切割顶部表面结霜或“起雾”的可能性。水下切割还会大大减少射流的噪声和工作场所的混乱。唯一的缺点是在切割过程中操纵职员不能清楚地看到射流。假如操纵职员反对水下切割,考虑使用电子性能监控装置。这些监控装置能够检测到与最佳切割性能的偏差,并能在部件损坏之前封闭系统。
假如在不同的工作中计划使用不同的砂料粒度,考虑增加较小(100磅)或较大(500至2000磅)的散装输送。假如您没有定期散装输送漏斗来筛选颗粒,在生产过程中可能会停机或造成损坏。
具有冲溢标记表明切割厚度小于0.3英寸的材料是有效的。固然冲溢标记会让您进行二次操纵才能磨掉,但是这种用法能更快执行材料处理 - 仅仅需要用切割部件不中断地替换切割薄板。材料越硬,冲溢标记会越小。有关具体建议,请咨询您的制造商。
广东佛山德陶石材线条抛光机自动磨边机
¥1元/件
德陶便携式切割机转让 佛山全自动陶瓷切割机
¥面议
德陶数控四边磨边机供应商 佛山石材线条抛光机
¥面议
圆弧抛光机批发价格 佛山数控前后刀厂家价格 瓷砖磨边机经济实用
¥面议
大锯片切割机佛山全自动切割机价格 陶瓷行业突发猛进
¥面议
瓷砖45度倒角制造商 佛山陶瓷切割机批发价格 陶瓷机械企业发展
¥面议
定制加工
>
陶瓷加工
>
获取验证码
允许同品行业优质供应商联系我
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。
关闭
登录
|
注册
首页
|
我的马可
触屏版
电脑端
马可波罗版权所有1999-2020