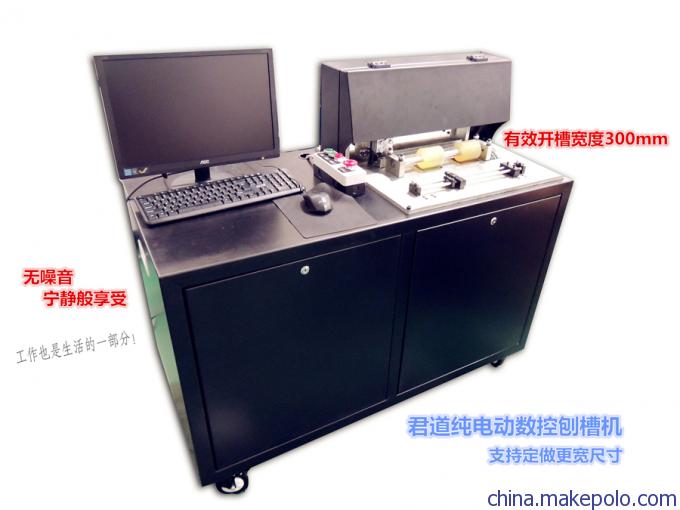
机床采用高强度钢板焊接,经热处理保温回火消去焊接应力,强度高,稳定性好。
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。