详询:187-337-89344,韩经理。河北省泊头市开发区
数控冲床的操作和监控全部在这个数控单元中完成,它是数控冲床的大脑。加工精度高,具有稳定的加工质量;进行多坐标的联动,能加工形状复杂的零件;加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍)。与速度有关的问题,只能去查找速度调节器。因此,冲床振动问题也要去查找速度调节器。可以从以下这些地方去查找速度调节器故障:一个是给定信号,一个是反馈信号,再一个就是速度调节器的本身。
冲床因为振动频率与电机转速成一定比率,首先就要检查一下电动机是否有故障,检查它的碳刷,整流子表面状况,以及机械振动的情况,并要检查滚珠轴承的润滑的情况,整个这个检查,可不必全部拆卸下来,可通过视察官进行观察就可以了,轴承可以用耳去听声音来检查。
详询:187-337-89344,韩经理。河北省泊头市开发区
1、操作者必须熟悉冲床的结构、性能、传动系统。
2、开机前应检查设备主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器以及悬挂脚踏弹簧松紧是否符合要求。
3、安装模具必须将滑块开到下死点,闭合高度必须正确,尽量避免偏心载荷。必须紧固牢靠,上下模进行校正时,要慢慢移动冲头,将间隙调好,压紧螺丝试冲数次,确认安全可靠,方可进行冲压工作。
4、工作时注意力要集中,工件必须采用工具进退。(禁止把手伸进上、下模之间)。
5、脚踏控制开关每踏一次要将脚离开踏板,手动按钮要离开按钮,不准开连环车。机床发现有连环车现象,要立即停车修复,才能继续使用。
6、发现冲床运转异常或有异常声响(如连击声、爆裂声)应停止送料,检查原因。如系转动部件松动,操纵装置失灵,或模具松动及缺损,应停车修理。
7、下班时应将模具落位或拆卸,关闭电源,清抹机床和打扫场地。
冲床由于润滑不好,工作台移动时摩擦阻力增大。当电机驱动时,工作台不向前运动,使滚珠丝杠产生弹性变形,把电机的能量贮存在变形上。电动机继续驱动,贮存的能量所产的弹性力大于静摩擦力时,冲床工作台向前蠕动,周而复始地这样运动,而产生了爬行的现象。然而事实并非如此,仔细看一下导轨面润滑的情况,就可以断定不是这个问题。冲床爬行和振动问题是属于速度的问题。既然是速度的问题就要去找速度环,冲床的速度的整个调节过程是由速度调节器来完成的。
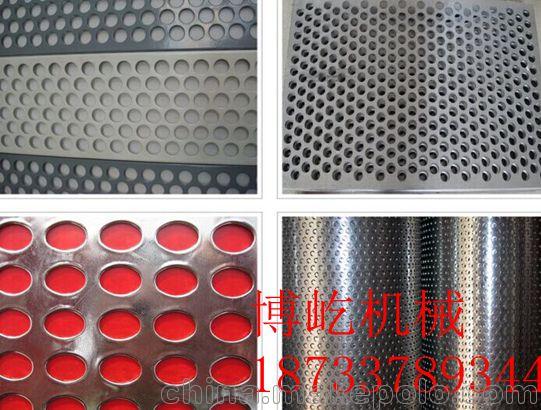
筛网冲孔机,筛网冲孔设备,筛网冲孔模具,挺方便冲孔机,冲孔网产品应用及其广泛,其原材料通常有不锈钢板 低碳钢板 镀锌板 PVC板 冷轧卷 热轧板 铝板 铜板等,网孔有 长方孔、方孔、菱形孔、圆孔、长圆孔、六角形孔、十字孔、三角孔、长腰孔、梅花孔、鱼鳞孔、图案孔、八字网、人字孔、五角星形孔、不规则孔、起鼓孔、异型孔、百叶孔等。单独特殊形状可以单独定做。
数控冲床的操作和监控全部在这个数控单元中完成,它是数控冲床的大脑。加工精度高,具有稳定的加工质量;进行多坐标的联动,能加工形状复杂的零件;加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍)。与速度有关的问题,只能去查找速度调节器。因此,冲床振动问题也要去查找速度调节器。可以从以下这些地方去查找速度调节器故障:一个是给定信号,一个是反馈信号,再一个就是速度调节器的本身。
冲床因为振动频率与电机转速成一定比率,首先就要检查一下电动机是否有故障,检查它的碳刷,整流子表面状况,以及机械振动的情况,并要检查滚珠轴承的润滑的情况,整个这个检查,可不必全部拆卸下来,可通过视察官进行观察就可以了,轴承可以用耳去听声音来检查。

把冲床的飞轮及其传动系统加罩壳封闭起来,能显著降低传动部分的噪声。对于功率大、噪声高的电动机还应配置局部隔声罩或封闭式隔声罩。在冲床滑块下部或模具工作区外侧,装活动防护栅或隔音罩。如果在模具外装上隔音罩,罩内壁再贴上吸声材料,消减噪声效果更为显著。可以在冲压车间冲床机群的上方屋架下弦吊吸音板,建吸音天棚和吸音墙,还可使用活动吸音屏。安装冲床时,在装地脚螺钉部位安放减震垫。模具内可装置缓冲器,如橡胶类、金属弹簧、空气弹簧、液压缓冲器等,其中以液压效果为佳。
(五)噪声的个人防护

用防护药棉、防声棉、橡胶耳塞、塑料耳塞把耳朵塞上,防止或消减噪声对人体听觉的危害。还可佩戴防声耳罩,可以把整个耳轮和外耳道全部罩盖上,不仅隔声效果好,而且没有异常感觉。如果把耳塞与耳罩组合使用,其隔音效果更佳。
除以上提出的措施外还可调整生产组织形式,以缩短工人在大噪声场的暴露时间。如每个工作日调换几次工位或每两小时加一次工间休息,使听觉松弛与恢复,以减少噪声的危害。
(六)合理布置厂房
一般冲压车间的冲床多采用机群式布置,除专用件冲压生产线、多机联动自动线外,经常将冲床按吨位分组成群排列。为了消减噪声,便于作业,按吨位分组的每组冲床数应不超过5台,组与组之间至少空一排机床位置作为缓冲地带,平常可为零件箱的堆场。中小型机械压力机,前后间距不少于1~1.5m,左右间距应平均大于1m。每台冲床占有车间有效生产面积12~15平方米较为适宜。安全操作规程
1、操作者必须熟悉冲床的结构、性能、传动系统。
2、开机前应检查设备主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器以及悬挂脚踏弹簧松紧是否符合要求。
3、安装模具必须将滑块开到下死点,闭合高度必须正确,尽量避免偏心载荷。必须紧固牢靠,上下模进行校正时,要慢慢移动冲头,将间隙调好,压紧螺丝试冲数次,确认安全可靠,方可进行冲压工作。
4、工作时注意力要集中,工件必须采用工具进退。(禁止把手伸进上、下模之间)。
5、脚踏控制开关每踏一次要将脚离开踏板,手动按钮要离开按钮,不准开连环车。机床发现有连环车现象,要立即停车修复,才能继续使用。
6、发现冲床运转异常或有异常声响(如连击声、爆裂声)应停止送料,检查原因。如系转动部件松动,操纵装置失灵,或模具松动及缺损,应停车修理。
7、下班时应将模具落位或拆卸,关闭电源,清抹机床和打扫场地。
冲床由于润滑不好,工作台移动时摩擦阻力增大。当电机驱动时,工作台不向前运动,使滚珠丝杠产生弹性变形,把电机的能量贮存在变形上。电动机继续驱动,贮存的能量所产的弹性力大于静摩擦力时,冲床工作台向前蠕动,周而复始地这样运动,而产生了爬行的现象。然而事实并非如此,仔细看一下导轨面润滑的情况,就可以断定不是这个问题。冲床爬行和振动问题是属于速度的问题。既然是速度的问题就要去找速度环,冲床的速度的整个调节过程是由速度调节器来完成的。
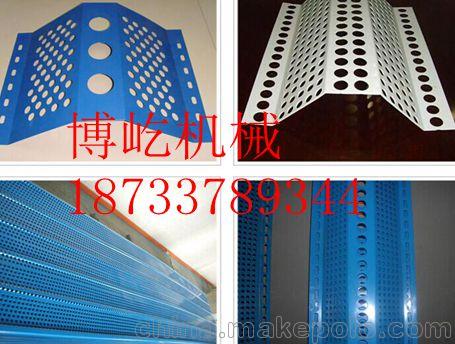
筛网冲孔机,筛网冲孔设备,筛网冲孔模具,挺方便冲孔机,冲孔网产品应用及其广泛,其原材料通常有不锈钢板 低碳钢板 镀锌板 PVC板 冷轧卷 热轧板 铝板 铜板等,网孔有 长方孔、方孔、菱形孔、圆孔、长圆孔、六角形孔、十字孔、三角孔、长腰孔、梅花孔、鱼鳞孔、图案孔、八字网、人字孔、五角星形孔、不规则孔、起鼓孔、异型孔、百叶孔等。单独特殊形状可以单独定做。