
一.概述
(1)0.3m3高效喷砂机是我厂结合广阔的市场需要,研制,生产的新一代高效喷砂设备,主要用于大或者比较笨重的产品喷砂加工,如飞机,火车,轮船,大型机械,零件等。
(2)特点
本机采用压送式喷砂,工作压力高(0.5-0.7Mpa)喷射力强,效率高。固定结构。体积大,加砂方便,适合单人操作。采用先进的砂阀结构,方便调节气,砂的混合比,使磨料利用率最佳。配有长寿命的喷砂管和喷枪,确保长期正常作业。操作简单,易损件少,易于维护,保养,运行成本低廉。




二.主要技术参数
外型尺寸(L*H) 600*1400mm
重量 180kg
容积 0.3 m3
磨料 0.1-1.0#
清理等级 Sa2.5-3Sa
空压机配用 3m3
采用压力式喷砂机的优点:
可以代替酸洗磷化工艺,没有涉及排污的问题。 快速喷砂除锈,在改变表面粗糙度的同时,还可以去掉焊渣,毛刺,飞边。
效率高,成本低,质量好,是传统化学和手工除锈无法比拟的。喷砂后油漆质量好,涂层寿命长,是目前国际上采用的通用工艺方法。
压力式喷砂机工作原理:
本机采用压送式喷砂(喷丸)机构,即利用压缩空气在高压罐内高速流动行成高压作用,将高压罐内的砂料通过输砂管喷出,
然后随压缩气流由喷枪嘴高速喷射到工件表面,达到喷砂加工的目的。
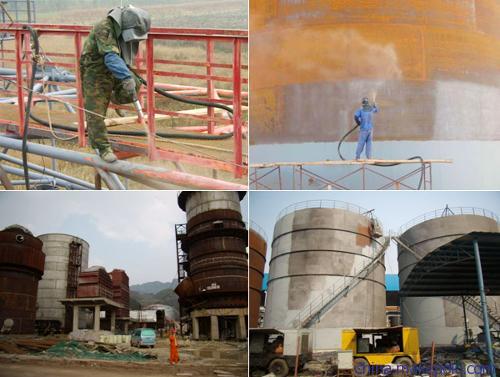
适用范围:
主要用于:表面清理、雕刻、喷花加工、,去氧化皮、毛刺、焊疤、喷玻璃丸,强化光饰零件的表面。亦可用于喷涂、
电镀前处理工序(以提高涂镀层表面的附着力所有的表面处理)
压力式移动喷砂机系列产品广泛应用于
1)玻璃,大理石,瓷砖,模具,健身游乐器材等表面喷砂清理及立体雕刻雕花作业;
2)船舶制造喷砂,桥梁、铁路、集装箱、石油管道、化工、矿山设施、水利工程、港口建设等钢结构涂装前的表面处理, 除锈防腐处理;
3)牛仔服装花式喷砂;




磨料控制: 喷砂除锈用的砂,要求颗粒坚硬、有棱角、干燥无泥土及其他杂质; 要求高的以棕刚玉,黑刚玉,金刚砂为好,要求经济实惠的以石英砂为好,粗河砂亦可; 磨料的选择应考虑砂料运输条件,单价高低,回收能 力等因素; 砂料粒径以0.5~1.5mm为宜,筛选前须晒干,存储 于棚内、室内, 筛孔大小为:粗筛40~48孔(粒径1.2mm)、细筛372~476孔 (粒径0.3mm) 气源控制: 压缩空气必须经冷却装置及油水分离器处理,以保证干燥、无油; 油水分离器必须定期清理; 空压机气压为6.0×105~6.5×105Pa,气压变幅为 0.5×105~1.0×105Pa。一般砂桶气压为4.5×105~5.5×105Pa,不得小于 4.0×105Pa。 作业保护要求: 喷砂前对非喷砂部位应遮蔽保护。 喷砂前应检查喷砂机各种管道和控制阀门是否连接好,是否在合适的开关位置、 喷砂工佩戴的防护工具、安全带(绳)和供氧装置是否安全可靠,以及喷嘴磨损情况,当孔口 直径增大25%时宜更换喷嘴. 操作控制: 喷砂时喷嘴到基体钢材表面距离以100~300mm为宜, 喷射方向与基体钢材表面法线夹角以15°~30°为宜喷砂除锈后、进行下一道工序前, 如遇下雨或其他造成基体钢材表面潮湿的情况时,要待环境达到施工条件后,用干燥的 压缩空气吹干表面水分后施工,如须重新喷砂,不可降低磨料要求,以免降低粗糙度。
移动式除锈喷砂机 开放式除锈喷砂罐 机器型号 外形尺寸 工作舱尺寸 主要技术参数: DS-108P Ø600×1450高 0.3立方米 简易型 DS-108P Ø600×1450高 0.3立方米 气控,单枪型 DS-109P Ø800×1550高 0.6立方米 简易型 DS-109P Ø800×1550高 0.6立方米 气控,单枪型 DS-1000-2P Ø1000×1880高 1.0立方米 气控,双枪型 DS-1000-1P Ø1000×1880高 1.0立方米 气控,单枪型 DS-1500-2P Ø1000×2380高 1.5立方米 气控,双枪型 DS-106P 400x1200高 0.2立方米 简易型 DS-106P 400x1200高 0.2立方米 气控 单枪型
(2).注意事项
1.使用砂料必须是干燥,且无杂质。
2.只能加到罐体的4/5不能加满。
3.伞形阀上下动作不灵活时,应进行维修。
4.砂子全都进入罐体后,才能打开阀送气,否则会影响密封圈的寿命
5.操作过程中因故间断,不能不能用锤子等击打罐体。应采用其他安全方法排除
6.砂罐工作时处于高压状态,不能随意移动,否则容易发生危险。
7.本设备使用压力不能超过0.8Mpa
8.不能选用砂粒直径大于喷咀口径1/3的磨料。
9.绝对禁止喷咀对人,工作时喷射周围应无闲杂人员,否则可能出现伤害。
10.喷咀口径变大后,应更换。
11.选择合理的喷砂角度和距离,会达到不同的效果,应在喷砂时确定具体的操作参数。
五、操作事项及故障排除
1、操作事项
●定期排除油水分离器中积水,
●进气阀一定要开启才能正常工作,
●大块物料最易堵塞胶芯,
●砂管爆开应该及时更换。
2、故障及排除
●砂阀不能动作,大胶帕损坏,
●砂量不能调小,胶芯磨损,
●砂料突然不出来或断续喷出,砂料是潮湿的,
●不出砂,可能堵塞
六、易损件
序号 | 名称 | 所在部分 | 数量 | 单位 | 备注 |
1 | 大胶帕 | 在磨料阀内 | 1 | 只 |
|
2 | 胶芯 | 在磨料阀内 | 1 | 只 |
|
3 | 钢套 | 在磨料阀内 | 1 | 只 |
|
4 | 小胶帕 | 在气阀内 | 1 | 只 |
|
5 | 密封阀 | 在喷砂缸内 | 1 | 个 |
|
6 | 喷枪 |
|
|
|
|
7 | 砂管 |
|
|
|
|
8 | 快速接头 |
|
|
|
|
9 | 胶圈 |
|
|
|
|
10 | 密封圈 |
|
|
|
|
操作流程及故障检修
一.连接好气源和喷砂管。
二.加砂。
三.穿配好喷砂衣或喷砂帽,手握喷枪,并对准要喷砂加工的产品。
四.打开总气源,密封阀自动密封,按动气动开关进行喷砂加工,喷完以后关掉总气源,打开放气阀,把喷砂机里面的气全部放掉,加砂在继续喷砂加工。(注:气动开关上的气管不能连接错)。
五.堵砂,可能是大的颗粒或纤维堵了枪口,取下喷枪,把喷枪里堵了枪口的东西那掉。
六.砂量小或不稳定,砂料突然不出来或断续喷出,砂量没有调好,慢慢的调动砂阀两边的螺母,直到满意为止,砂料潮湿。更换干燥的砂料。
七.密封阀不密封,压力小,调高压力,密封阀倾斜,拆掉检修孔把密封阀校正,密封圈坏了,更换密封圈。
八.砂量不能调节,胶芯磨损,更换胶芯
九.接头间漏气,柃紧接头
十.快速接头间漏气,扎紧即可,胶芯坏了,更换胶芯。




