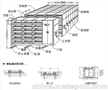
手动密集架装置
手动密集架传动部件应选择标准件,其中:
(1)摇手:采用可折叠式摇手。
(2)轴:采用20mm45#冷拉实心圆钢,加工精度3.2,经热处理调质HB220—290.
(3)链轮:采用45#钢,引用GB1244—84(3R齿型)标准,经锻加工成型,回火去除应力,加工车、滚齿、插键槽、去毛齿、齿部经高频淬火HRC60—62.
(4)轴承:采用P204、E级,符合GB1285标准,ISO9002认证产品,精密度高,方向灵活,材料质量好,耐压与耐磨性能好。手动密集架轴承底座要有油封装置,以防尘、防油风干。
(5)链条:采用12.7节距滚珠链条。按GB1135—89厚度按链条1/2国标制成。
(6)滚轮:采用HT15—33,铸铁,经加工成型。
(7)轨道:采用20*20mm/45#实心方钢。路轨槽板采用3.0mm厚热轧钢板。
(8)连接管:采用25*25mm无缝钢管。
每列均装有制动装置,磁性密封条,操作方便,制动可靠。
本文来源于永昌办公
重庆永昌密集架
支持上门测量,免费设计方案
单组规格尺寸:H2400*W900*D560MM,材质要求:采用重钢生产的优质一级冷轧钢板符合国家标准其中钢材的板材厚度为:立柱1.5mm,搁板、侧板、顶板、分隔板1.0mm的材质制作而成,每层隔板承重在60KG不变形。。各列架体之间装有强磁性橡胶密封条,顶部装有防尘板,底部装有防鼠装置,全拢后无间缝,可起到防尘、防鼠、防盗、防光的要求。
重庆永昌密集架
外观
1、组装后的密集架不准有影响外观和使用性能的永久变形。
2、各部位的安装应牢固可靠,不允许有松动现象。
3、凡需焊接的部件要焊接牢固,应焊接产生的变形必须矫正,焊接表面波纹均匀,平整。
4、冲压件表面不允许有裂痕。
5、表面涂饰应平整光滑,色泽均匀一致,不允许有大于100×100毫米面积的流挂、起粒、露地现象、不允许有大于10×10毫米的剥落、伤痕等缺陷。
6、所有列摇合后,列与列应整齐划一,正面平面、度允许偏差+5毫米,背面平面度允许偏差+8毫米。
7、列与列之间缝隙应均匀,安装密封条后摇合,不应的空隙。
五、表面处理
1、东瑞系列密集架表面处理必须喷塑,采用杜邦华佳环氧聚脂静电喷塑,环保耐用.。
2、厂标颜色为亚光喷塑白。
3、喷塑料硬度>0.4,冲击力.4N/m。附着力应不低于2级要求。
4、附着力检验办法:以尖锐划针横、竖向间隔1毫米交叉划线,仅有个别方块脱落、或无脱落。
5、耐腐蚀检验方法:用强腐蚀性的有机溶剂,如香蕉水、丙酮等浸泡样块24小时内无锈迹、剥落、起皱、变色等现象。
六、承载能力
1、每块搁块上施以60公斤均匀载荷,经24小时连续实验后,卸载后的残余变形在经过3小时后,应<0.8毫米。
七、装配
1、每列组装后,上中下护板的对缝处间隙不大于1.5毫米。
2、传动机构应转动灵活、平衡、不得有失灵现象。
3、单列密集架运行,每标准列(3组1列)手柄摇动不得大于2.5公斤,列长大于标准列者,手柄摇力应适当增加。
4、各结构件和架体无明显变形,架体无倾斜现象