保温层除锈防腐 表面处理 采用手工结合砂轮机、钢丝刷和纱布将金属表面的锈皮打磨干净,完全露出金属表面光泽。金属结构的夹角、死角部位除锈一定要彻底。再用棉纱或破布将金属表面上浮尘擦干净。应先补刷与之一致配套底漆,涂刷厚度与层数应符合设计要求,干燥固化后统一涂刷面层涂料。 涂刷时,尽量减少涂层的往复次数,以免将底层漆膜拉起,按纵横交错方式涂漆,以保证漆膜的涂刷质量。 为充分发挥涂料的耐腐蚀性能,应以漆膜厚度控制施工质量,一般情况下,漆膜厚度需保证在80~100um以上。 所有涂层不得漏涂,涂层表面应光滑平整,颜色一致、无针孔、气泡、流挂、剥落、粉化和破损等缺陷,无明显的刷痕、纹路及阴影条纹。每道厚度及总干膜厚度完全满足该涂料的技术指标及甲方的要求。 每道涂层间隔时间不宜超过24小时。 做好表面干净、无灰尘、无油污等,每一道油漆必须采用漆膜测厚仪侧干膜厚度,防腐完工组织竣工验收。
保温层安装
第一层保温板施工,同层要错缝,缝隙不得大于5mm,大于5mm时要在缝隙中填充绝热性能相同的软质散状材料。
保温材料第二层与第一层要做到同层错缝,上下层牙缝,其搭接长度不宜小于50mm。
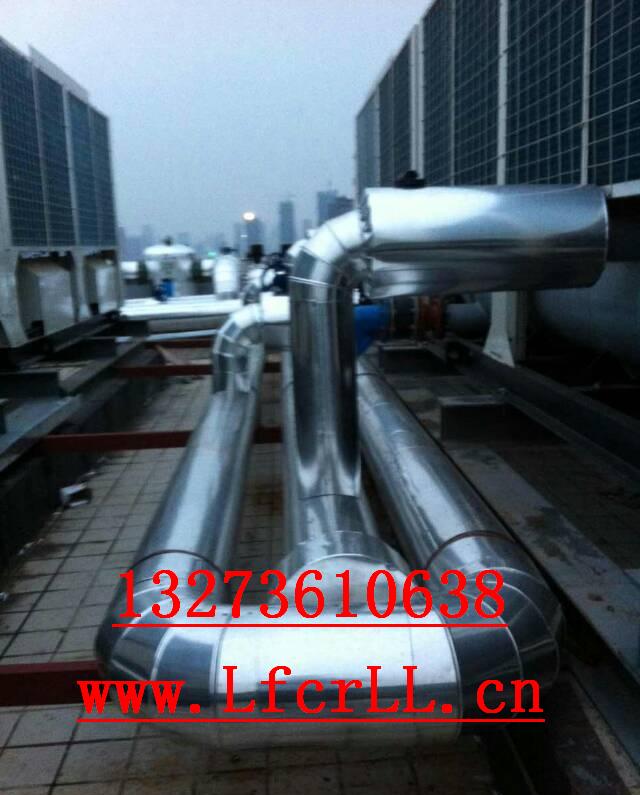
金属外护层安装
把金属保护层紧贴在管道保温层外面,把两边接缝搭接在一起,用手提电钻钻孔,抽芯拉铆钉固定,拉铆钉间距约为200mm,对于保温外径较大的金属保护层,轴向搭接也应加工圆线凸筋,拉铆钉间距可为250mm。钻头直径为Φ5.1mm,禁止用冲孔或其他方式打孔,接缝应严密、平整、并处于隐蔽位置、环向套接一般为50mm,大直径高温蒸汽管道及露天管道为75~100mm,环向搭接宜顺管路坡向,即环向搭接口应向下。