概述:该产品适用于铸件(失蜡法)、型沙法铸件304系列、316系列的表面处理,具有去氧化皮彻底,表面银白一致,无色斑出现,不吐黄水等优点,而受到新老客户的喜爱。
使用要求:
1、将抛丸处理好的零件浸入钝化液中,一般滞留时间:夏天:40-60分钟,冬天:1.5-2.5小时,温度过低时,需适当加热钝化液至15-20℃左右为宜(北方地区)
2、使用高压水枪对零件冲洗干净,每个零件部位冲洗到位,不留死角。
3、将冲洗好的零件浸入中和光亮槽进行浸泡,控制时间在0.5-1小时,再用高压水冲洗干净,自然晾干。如零件过小(50g以下时,异型,多孔件),使用干净些水进行漂洗,水温控制在80-85℃,浸泡时间为5-10分钟,取出,摊开堆放零件,用风机对零件进行二次处理,不锈钢小零件干燥后,表面无水迹为准。
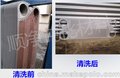
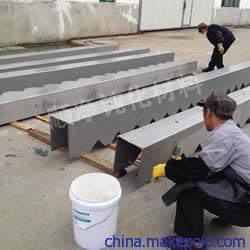
酸洗钝化案例:


酸洗钝化 酸洗钝化

酸洗钝化 酸洗钝化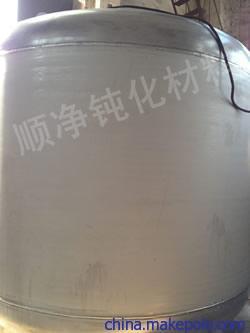

酸洗钝化 酸洗钝化

酸洗钝化 酸洗钝化

酸洗钝化 酸洗钝化

酸洗钝化 酸洗钝化

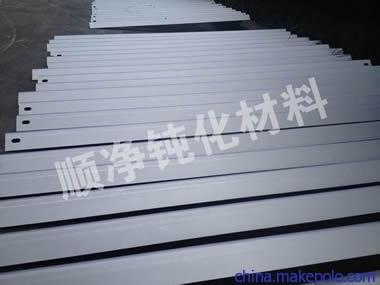
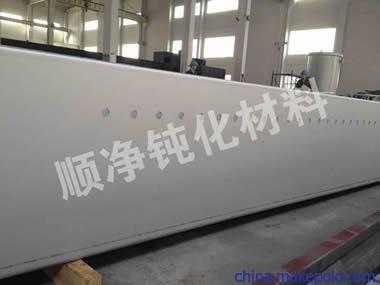
酸洗钝化 酸洗钝化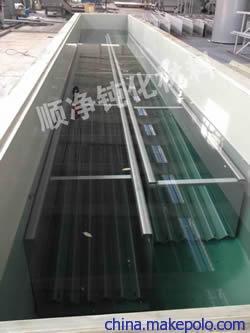
酸洗钝化 酸洗钝化

精铸件(失蜡法) 精铸件(失蜡法)
精铸件(失蜡法)

型沙法铸件 型沙法铸件
型沙法铸件


酸洗钝化 酸洗钝化 酸洗钝化