TA
1牌号
美标牌号:GR1、GR2、GR3、GR5、GR7、GR12
俄标牌号:BT1-00、BT1-0、BT1-2等
国内牌号:TA0、TA2、TA3、TA5、TA6、TA7、TA9、TA10、TB2、TC1、TC2、TC3、TC4
一引用标准
1: GB 228金属拉伸实验方法
2: GB/T 3620.1钛及钛合金牌号和化学成分
3: GB/T3620.2钛及钛合金加工产品化学成分及成分允许偏差
4: GB 4698海绵钛,钛及铁合金化学分析方法
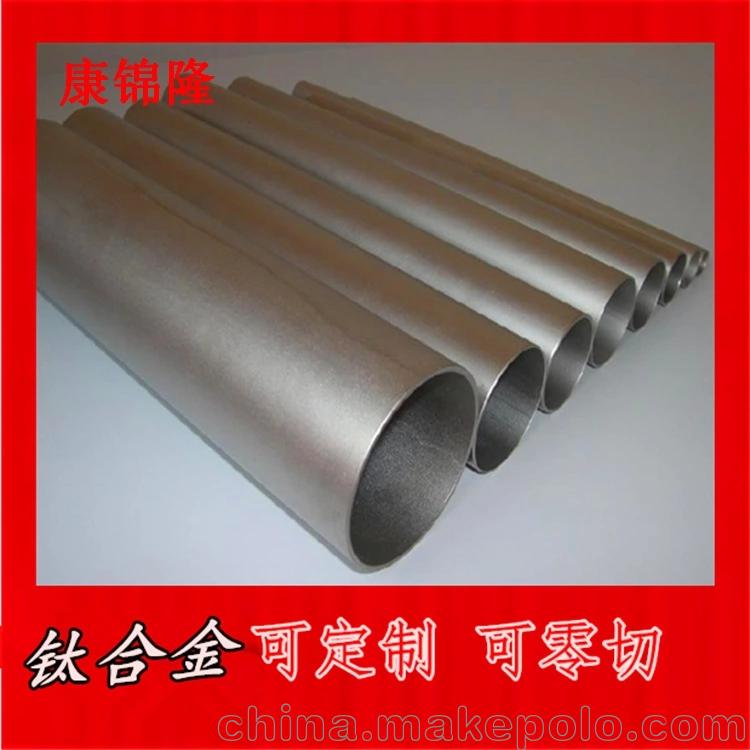
2钛板生产规格
T 0.5-1.0mm x W1000mm x L 2000-4000mm
T 1.0-5.0mm x W1000-1500mm x L 2000-3500mm
T 5.0- 30mm x W1000-2500mm x L 3000-6000mm
T 30- 80mm x W1000mm x L 2000mm
3 钛板加工工艺
热锻在金属再结晶温度以上进行的锻造工艺。
热轧在高于再结晶温度下进行的轧制过程。
冷轧 塑性变形温度低于回复温度的轧制过程。
退火:将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。
酸洗:将制件浸入硫酸等的水溶液,以除去金属表面的氧化物等薄膜。是电镀、搪瓷、轧制等工艺的前处理或中间处理 [1]
4钛板加工工艺
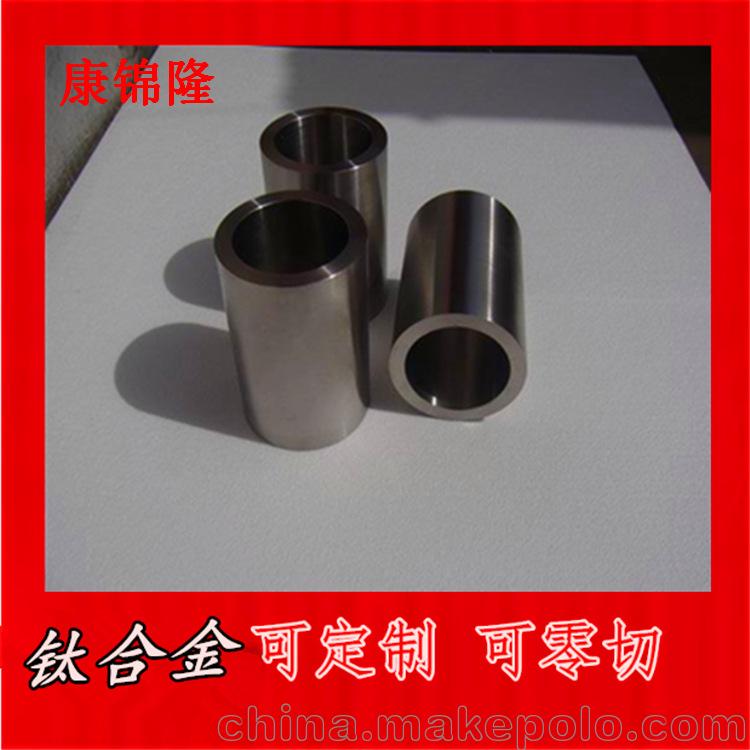
1.钛种板是表面的氧化薄膜相当于一种良好的经久耐磨用发分离剂,使用钛种板节省了分离剂,使极板 剥离容易,免除了种板预先处理的过程,钛种板比铜种板要轻一半。
2.钛种板的使用寿命是铜种板的3倍以上,根据操作条件可达10至20年
3.用钛种板制取的电解铜结晶组织致密,表面平整光滑,品质优。
4.由于钛种板无需涂抹分离剂,因而可以避免铜电解液的污染。
5.提高产能降低电解铜的生产费用,从而有较好的经济效益。
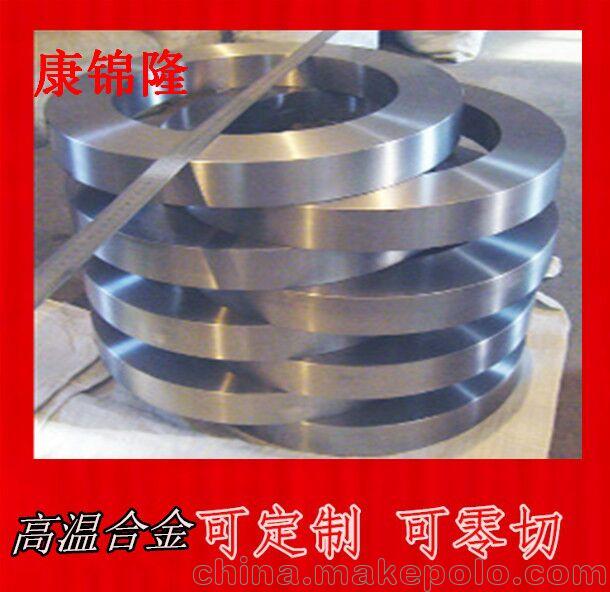
表面处理:车光、倒角
表面质量:两个端面的表面粗糙度Ra值应不大于3.2lμm(以满足超声检验要求为准),内、外侧面的表面粗糙度Ra应不大于12.5μm(外圆周面需进行超声探伤时Ra应不大于3.2μm),倒角半径为5~15mm。
产品表面不应有裂纹、折叠、重皮等肉眼可见的缺陷。表面局部缺陷允许用修磨的方法清除,清理深度应不超过其尺寸公差,并应保证其最小允许尺寸。清理深度与宽度之比在两端面应不大于1:6,在内、外侧面应不大于1:10。外侧面修磨应顺轴向。
表面光洁度:清洁,无尘,更好的耐酸使用寿命。
测试:力学性能,化学成分测试,超声检测。