山西万泽锦达销售经理:刘经理 133 8341 4678
24小时在线客服QQ: 1690834927
24小时金牌在线客服: 0351-5620675
公司官网(百度等搜索引擎输入“山西万泽锦达”即可)






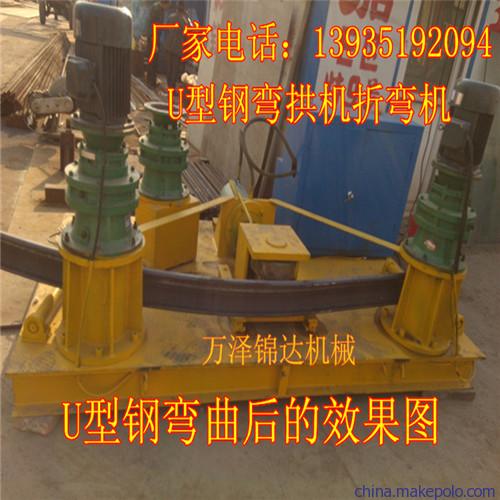
数控液压弯拱机冷弯机概述 :
万泽锦达智能冷弯机采用电脑进行编程,输入程序编程,使液压操纵系统定位准确,所弯型钢一次自动成型,效率高、操作方便。数控冷弯机是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分构成.
数控液压弯拱机冷弯机主要技术参数:
型材规格 14-30工字钢
最小弯曲半径 ≥1.5m
油缸推拉速度 8-15mm/sec
主动轮转速 7-10r/min
液压系统动力 25mpa
总功率 11.9kw
整机质量 2380kg
数控液压弯拱机冷弯机优点:






(区别于传统机械式和液压式,数控弯拱机有着以下的优点。)
1,控制方面:数控弯拱机有PLC程序控制器控制,全液压系统自动读数器可手动控制也可数控控制。
2,操作方面:无限进料,可进可退,油缸进度尺寸自动定位无需人工测量,弯曲尺寸自动读数
3,安全方面:双重自动关机系统,到达指定尺寸自动关机,红外线刹车系统,无料时自动关机。
数控弯拱机冷弯机操作流程:
1、将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;
2、启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
3、达到设计所需弧度时自动关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
4、冷弯结束时,关闭机械传动系统的同时,启动液压系统,将冷弯型钢放置在辅助系统 的门式托架上。
数控弯拱机冷弯机安全操作:
(数控工字钢冷弯机安全操作规程操作者要严格按照冷弯机的安全操作规程操作,如在操作过程中发现异常,应立即停止操作,停机检查原因。)
1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。
2、开机前应将上、下模具清理、擦拭干净。
3、检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。
4、按所折板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。
5、由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。
6、折弯狭板料时,应将系统工作压力适当降低,以免损坏模具。
7、调节滑块行程时,应保证调量小于100,以免损坏机器。
8、折弯前,应将上下模具间的间隙调整均匀一致。
9、折弯时,不可将手放在模具间,狭长小料不可用手扶。一次只许折弯一块料,不许多块分节同时折弯。检查油箱油位,启动油泵检查液 压管道、油泵有无异常。
10、折弯板料应放在模具中间,机器不宜单边载荷,以免影响工件和机器精度,如某些工件确需单边工作时,其载荷不得大于250KN,而且 必须二边同时折弯。
11、检查油箱油位,启动油泵检查液压管道、油泵有无异常。
12、发生异常立即停机,检查原因并及时排除
13、作业完毕,应关闭油泵,退出控制系统程序,切断电源。
智能数控冷弯机经销商/智能数控冷弯机代理商
数控弯拱机冷弯机维护与保养:
1、新机运行50小时后,检查并紧固各螺栓有无松动;
2.新机运行100小时后(大约15天)更换液压油;
3.新机运行200小时后更换减速器油;
4.每年更新一次液压油、减速器油;
5.每班给压力轴加注黄油,滑道加注机油。
产品质量承诺:
1、产品的制造和检测均有质量记录和检测资料。
2、对产品性能的检测,我们诚请用户亲临对产品进行全过程、全性能检查,待产品被确认合格后再装箱发货。
产品价格承诺:
1、为了保证产品的高可靠性和先进性,系统的选材均选用国内或国际优质名牌产品。
2、在同等竞争条件下,我公司在不以降低产品技术性能、更改产品部件为代价的基础上,真诚以最优惠的价格提供给贵方。
选购小贴士 :
挑选冷弯机5项必看因素及2项须知
(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。
(4)电机的功率和减速机的质量。
(5)厂家的生产规模和服务。
须知事项1:所弯的钢材的类型、型号、材质 ;
须知事项2:所弯曲的半径:要弄清楚所弯曲的半径是否符合钢材的冷弯系数。每种钢材都有自己的冷弯系数,如果超出了它的冷弯系数,钢材就会变形,钢材内部组织结构也会改变,随之钢材的质量也降低了。