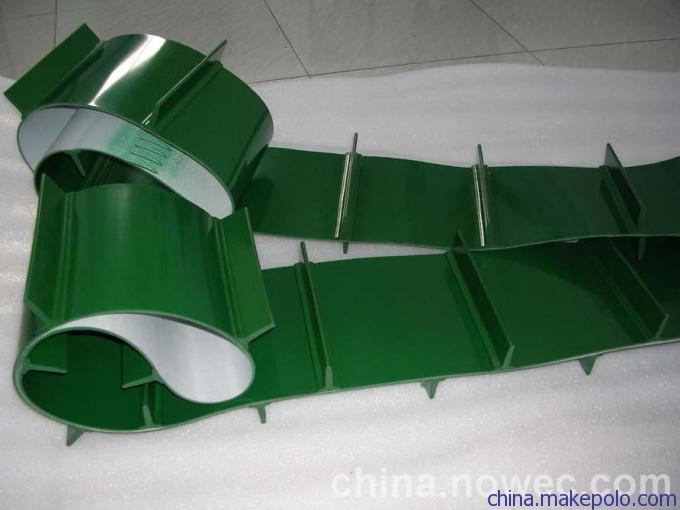
0.65厚高温输送带 无毒无菌食品输送带 微波烘干传送带

曲阜兴运输送机械设备有限公司
中国 济宁
产品属性
图文详情
品牌推荐
品牌
汇达
型号
hd-pd
类型
普通输送带
材质
橡胶
强度类型
强力
拉伸强度
12MPa
应用范围
通用
是否进口
否
是否标准件
标准件
样品或现货
现货
加工定制
是
带宽
350-1500mm
节距
400-900mm
螺距
20-60mm
网丝直径
10-20mm
适用环境
任何领域
输送带厚度
3-8mm
档边高度
6mm
裙边高度
6mm
工作温度
-10/70℃
宽度
20000mm