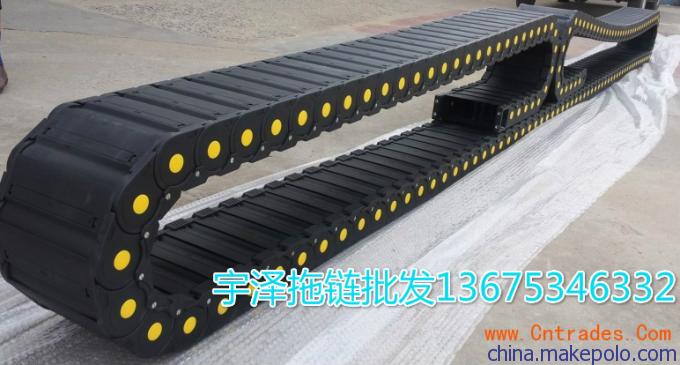
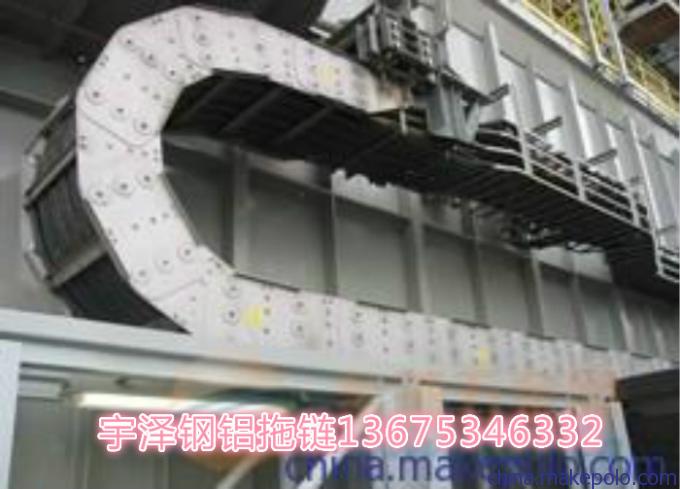
数控车床尼龙拖链 钢铝拖链生产厂家

德州鑫姆迪克机床附件有限公司
中国 德州
产品属性
图文详情
品牌推荐
品牌
宇泽
型号
60x50
形式
桥式拖链
材质
尼龙拖链
装配形式
桥式拖链
负载重量
200
负载能力
220
不支撑长度
1800mm
矩形孔径
200mm
支撑板孔径
600mm
外形尺寸
75X70mm
重量
20kg
拖链
1800
坦克链
600
塑料拖链
1200
钢制拖链
1200
钢铝拖链
1300