我公司是设计、制造电解铝行业专用打壳气缸、智能打壳气缸、打壳气缸换向阀、电解槽气控柜于一体的郑州市高新技术企业,1986开发了第一条电解铝车间打壳气缸换向阀,已被国内40多家大小铝厂的配套使用,成为国内电解铝行业应用量最广泛的气动元件厂家。
简介:
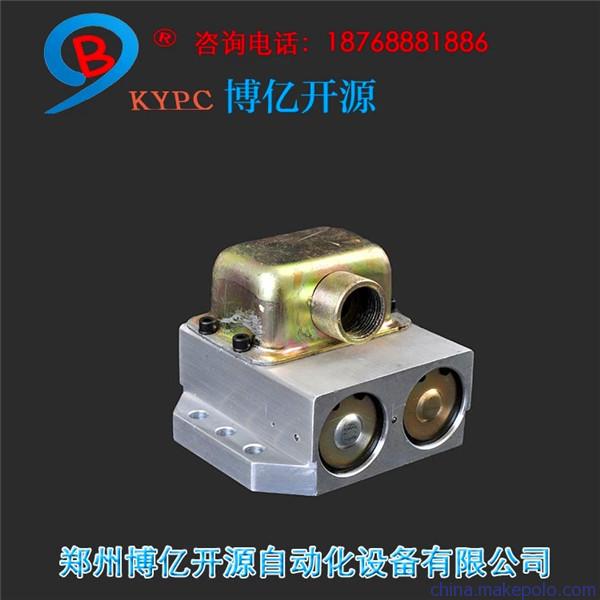
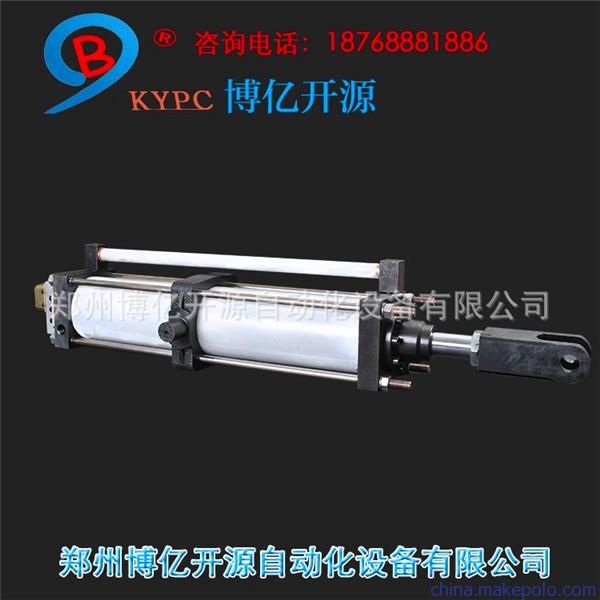
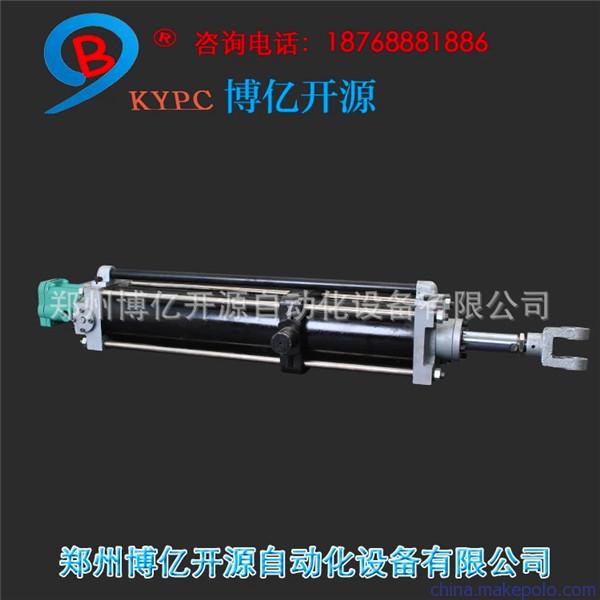
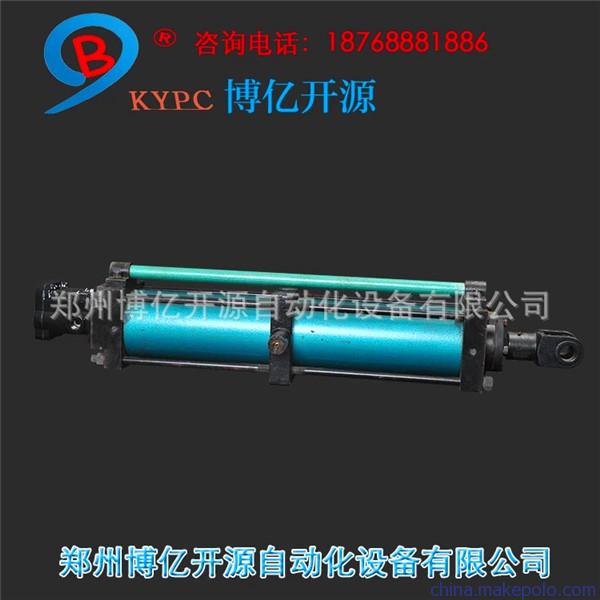
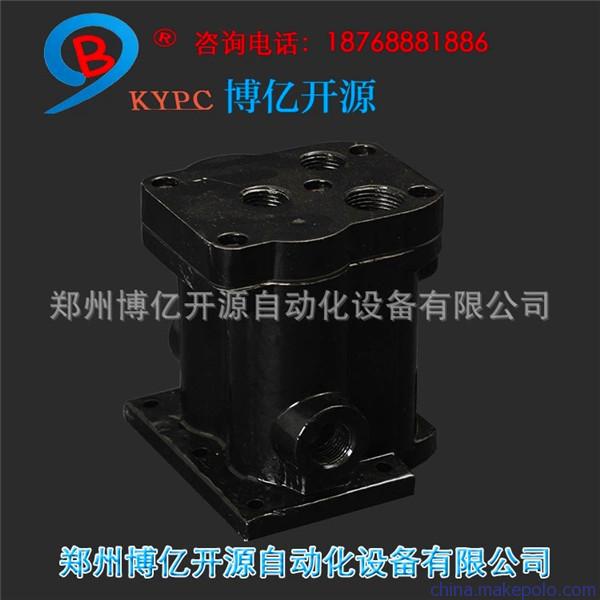
打壳气缸适用于电解铝行业,是电解铝厂电解槽车间专用出铝和下料的气缸。
描述:
打壳气缸主要有125*550、160*650、160*550几种系列,该打壳气缸具有消声节流、可调缓冲、机械自锁结构,具有节约能源、降低成本、结构紧凑、操作简单、耐高温、冲击力大、环境适应性强、寿命长等特点。
产品特点:
1.气缸密封件采用耐高温,耐磨损的进口橡胶材料生产,工作环境5~200℃。
2.气缸活塞杆机活塞处安装具有自润滑功能的导向及支撑装置,耐磨损、耐高温。
3.上下腔单独排气,并带有消声装置,也可根据用户需要装消声节流装置。
4.气缸尾部装有缓冲室,工作时无冲击,缓冲可调。
5.根据壳表面的硬度改变进口压力,节约不必要的空气消耗量,节约能源,降低成本。
6.保证锤头与铝液接触的最小量,大大提高铝液的纯度。
7.系统反应灵敏,智能化系统的提高,实时观测气缸状态,预防故障的发生。
8.提高锤头的使用寿命,减少维修量。
产品维护:
安装时,应将外接管道清洗或吹净后 才能进行安装。
使用环境温度和杆端冲击机构重量不应超过技术参数表中的规定。
工作时应保持工作介质洁净,压力稳定。
经常检查紧固螺母,及时防止反送现象。
橡胶件如长期使用,因老化或受磨损而失去密封作用产品泄露,严重时使气缸不能动作。发现此现象时,要及时更换受损的橡胶件。
气动辅助元件故障的处理方法
在使用气动元件时,时常会出现故障,但是往往我们却检查不出什么问题,其实,这是气动辅助元件发生的故障。不知道大家对此有多少了解。一般说来,气动输助元件的故障主要有:消声器故障等,自动排污器故障,油雾器故障。那么我们该如何处理这些故障呢?
1、当换向阀上装的消声器太脏或被堵塞时,也会影响换向阀的灵敏度和换向时间,故要经常清洗消声器。
2、自动排污器内的油污和水份有时不能自动排除,特别是在冬季温度较低的情况下尤为严重。此时,应将其拆下并进行检查和清洗。
3、油雾器的故障有:油雾器调节针的调节量太小造成的油路堵塞,管路漏气等使液态油滴不能雾化。对于这种故障,应及时处理堵塞和漏气的地方,调整滴油量,使其达到5滴/min左右。正常使用时,油杯内的油面要保持在上、下限范围之内。对油杯底都沉积的水分,应及时排除。