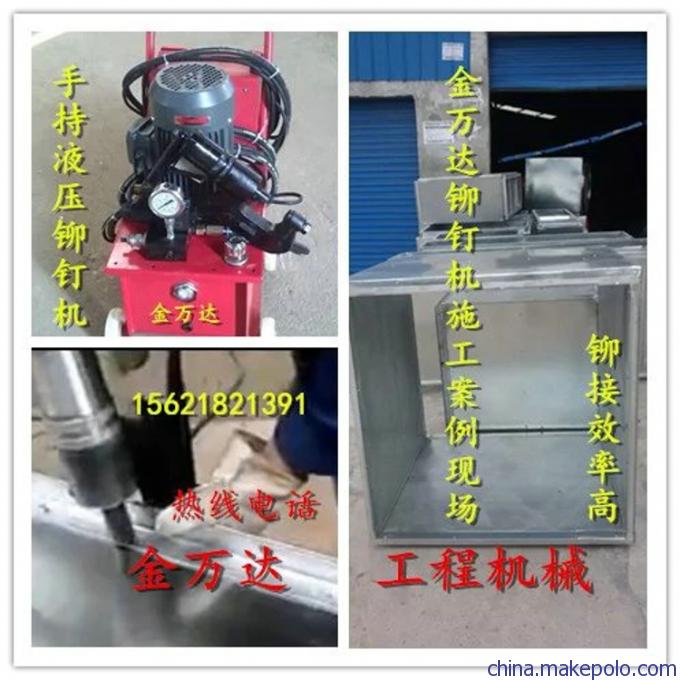
山东济南 小型铆钉机 沈阳风管法兰液压铆钉机精明投资者的选择

故城金万达工程机械加工厂
中国 德州
产品属性
图文详情
品牌推荐
品牌
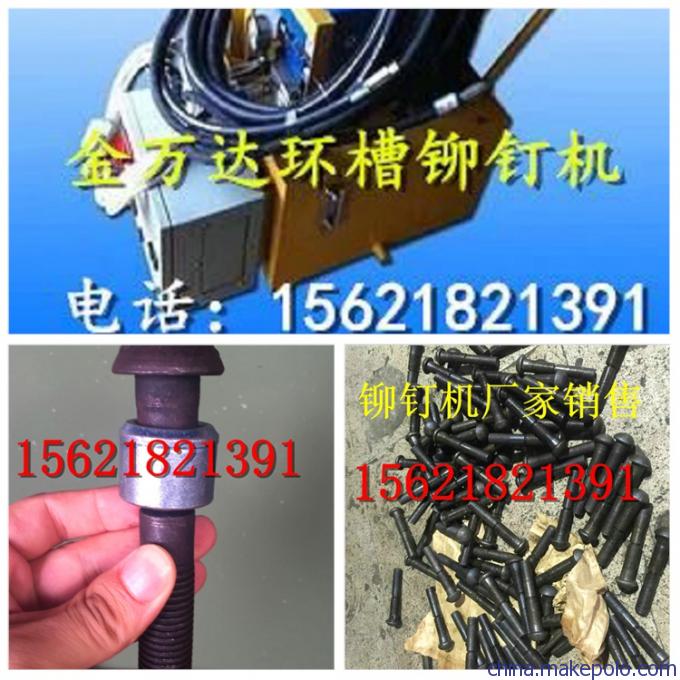
金万达
型号
JWD- 11
类型
铆钉机
动力方式
电动
铆接方式
钳式铆接机
额定工作压力
32kN
使用空气压力
见说明MPa
最大铆接输出压力
见说明kN
最大闭合高度
见说明mm
工作台面尺寸
见说明mm
电机功率
详见说明kW
电源电压
详见说明V
旋铆能力
详见说明
最小旋铆工件直径
详见说明mm
主轴最大行程
详见说明mm
主轴行程调节量
内见说明mm
外形尺寸
内见说明mm
重量
内见说明kg
厂商
金万达
联系人
杨经理
电话
15621821391
发货时间
双方协商
运费
双方协商