玻璃管封口机由真空封管装置、氢氦机、真空辅助系统组成。安装操作方便,步:将高真空手动挡板阀利用卡箍安装到真空封管设备上,另一端连接真空泵。(高真空手动挡板阀是选配部件,没有配备该部件的用户,不用安装。)第二步:将排气充气测压总套件利用卡箍安装到真空封管设备上,另一端连接充气管。第三步:将玻璃管夹持装置安装好,将玻璃试管装到管夹持装置上即可开始进行玻璃管缩颈处理。完成后即可对玻璃管进行真空密封。
功能特点:
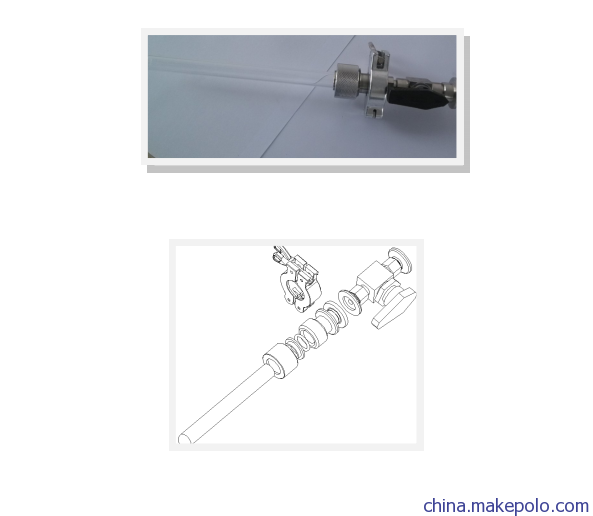
采用独特旋转密封法兰,可以调节试管的密封速度;
无需手动转动试管或焊枪便可实现试管密封;
采用进口氦质谱检漏仪检漏,确保低的漏气率;
产品采用高真空标准设计加工;
产品装有充保护气接口及放气阀;
可定制玻璃试管夹持装置适应不同外径石英管;
可根据用户要求搭配不同的真空泵和真空测量;
可以提供成套使用的氢氧机及配件;
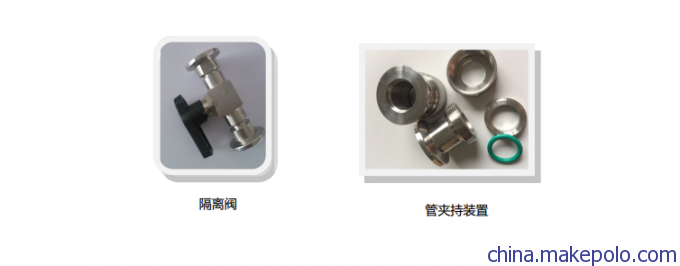
系统可以和手套箱配合使用(增加隔离阀选件))
技术规格:
工位数:1个,3个,定制
真空漏率:2x10-11 Pa·m3/S
可密封试管壁厚:可达2mm(根据焊枪火焰大小而定)
旋转速度:0~30转/分钟
试管外径:Φ 45,Φ 20,Φ 15,Φ
13mm或其他
可密封试管长度:标配170mm或其他
真空接口:KF25
试管真空密封操作:
1.玻璃管缩颈处理 — 以便放入的封接玻璃柱刚好卡在缩颈处不下落。
①将玻璃管安装到管夹持装置上
②开启对应工位电机的开关,调节到适当的转速,让玻璃管旋转起来
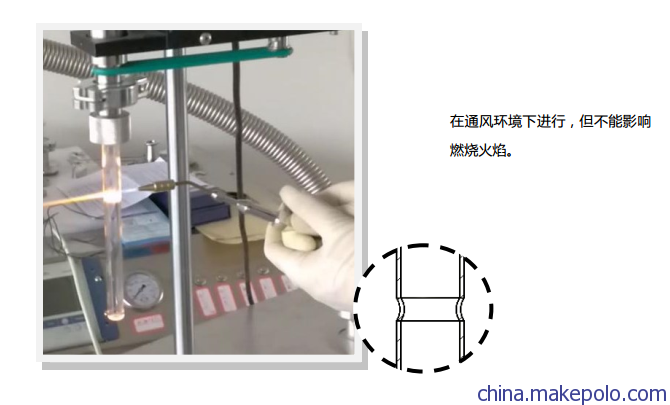
③戴隔热手套,将调节好火焰的火焰枪嘴对着玻璃管的合适位置
④戴好防护眼镜,观察到玻璃管加热处向内收缩变形时,快速关闭火焰枪
⑤取下玻璃管为下一步装入样品做好准备
2.装入样品 — 将样品装入玻璃管中
①隔离阀、管夹持装置、缩颈处理的玻璃管、封接玻璃柱、卡箍…按顺序拆分;
②装入样品,样品与缩颈处的距离保持20-25mm,避免火焰燃烧到样品;
③粉末状样品装入时,保持缩颈以上部分的清洁。
3.玻璃封接 — 将样品封装在试管中
①安装到旋转封管装置上,连接好卡箍
②关闭对应工位的抽气挡板阀
③开启真空泵进行抽气
④缓缓开启对应工位的挡板阀,将玻璃管抽到接近泵组极限真空度
⑤开启对应工位的电机开关,调节到适当转速
封管结束后建议放空可燃气气管内的气体,并且在环境通风下进行,以免室内残留乙炔、氢气等危险气体 。
partulanb 特制迷你隔离阀: