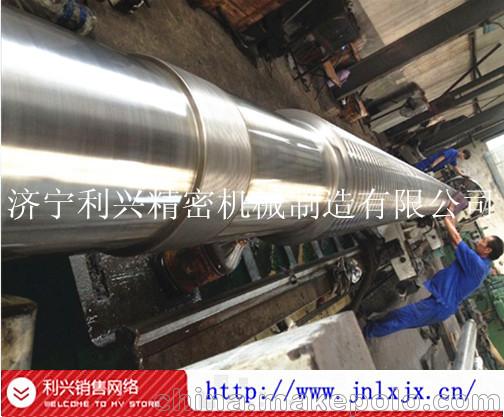
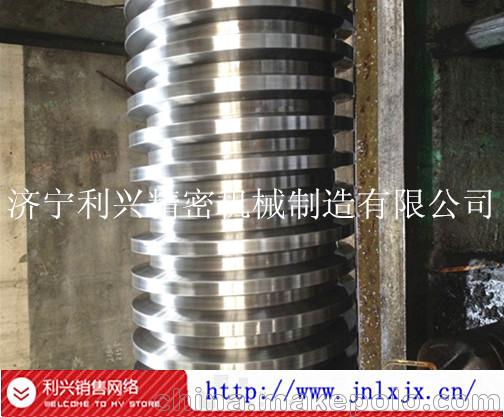
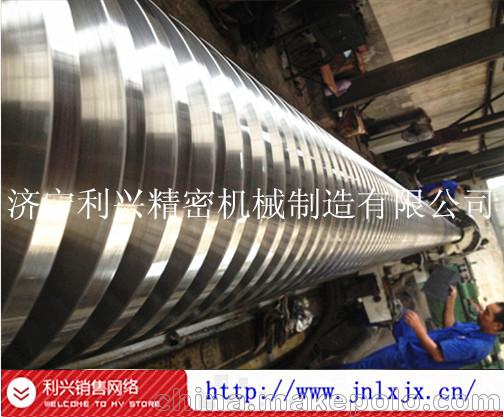
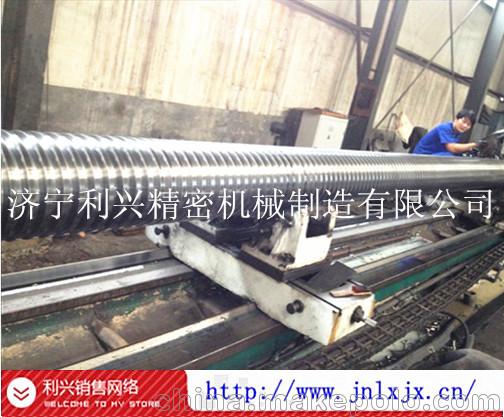
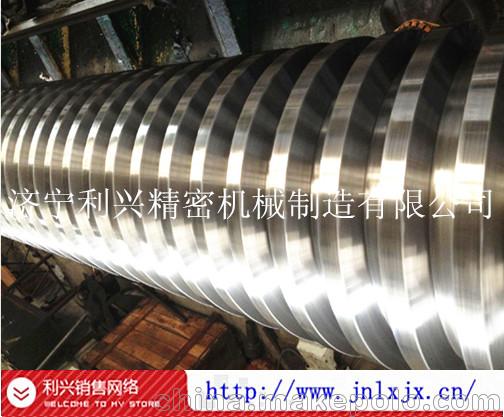
供应大型丝杠 精密梯形丝杆 加长对接螺杆 丝杠丝母配套利兴机械厂家
山东利兴机械厂家专业生产加工定制各种尺寸规格丝杠:大型丝杆/梯形丝杠/精密丝杆/加长对接丝杆/细长丝杠/大直径丝杠/方牙丝杠/锯齿形丝杠/异形丝杠/非标丝杠/英制丝杠/公制丝杠/美制丝杠/镀铬丝杠/镀锌丝杠/发黑丝杠/淬火丝杠/调质丝杠/不锈钢丝杆/45#丝杠/40cr丝杠/40crmoA丝杠/42cr丝杠/42crmo丝杠/锻打材料丝杠/30cr丝杠/35cr丝杠/各种材料丝杠螺母来图加工定做。






我厂专业加工定制,所有产品的属性规格和报价仅供参考,标注价格不作为实际交易价格,由于产品型号规格不同,产品价格以双方约定价格为准,我们本着量大从优的原则,所有商品单价及运费方式请您在购买前先和工作人员沟通,谢谢!
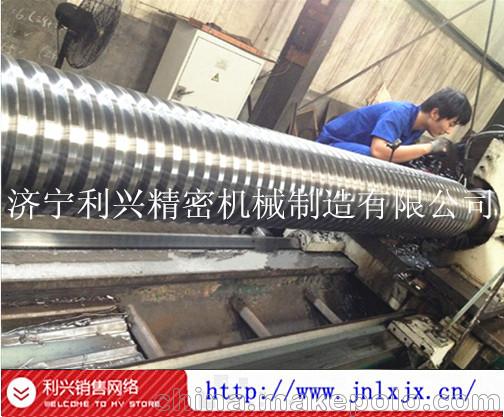
长丝杠修复难点CW6163丝杠全长3890mm,螺纹部分长3310mm,Tr55×12梯形螺纹。因螺纹牙型侧面已严重磨损,修复的切削量不允许太大
床身采用大宽度侧壁双筋板、内筋板采用箱形和斜筋组合结构,整体刚度比单壁门形筋结构提高三分之一。
操纵集中,溜板设有快移机构,用单手柄形象化操纵;主轴正反转转换及刹车采用液压控制。
车床结构刚度与传动刚度均较高,精度稳定,并能进行强力切削。
床身道轨下滑面采用TSF耐磨镶层结构,运动轻便灵活,寿命长;润滑系统为箱外循环,提高了加工精度。
丝杠车刀的选择
车削端面和台阶,通常使用90度偏刀和45度刀,安装时应特别强调刀尖要严格对准工件中心,否则会使工件端面中心留有凸台,甚至出现刀尖崩刃。
用45度刀车端面,可采用较大背吃刀量,切削顺利,表面光滑,大小平面均可车削,应用较多;
用90度左偏刀从外向中心进给车端面,适合车削尺寸较小的端面或一般的台阶面;用90度右偏刀从中心向外进给车端面,适合车削中心带孔的端面或一般的台阶端面;用左偏刀车端面,刀头强度较好,适宣车削较大端面,尤其是铸、锻件的大端面。
丝杠车削的基本方法
车台阶外圆车削的步骤和方法
相邻两圆柱体直径差值小于2mm的低台阶可采用90?偏刀一次进给车出。直径差大于2mm的高台阶宜用两把车刀分几次车削,先用一把主偏角小于90?的车刀粗车,用几次进给来完成。台阶长度的控制,一般用车刀刻线痕来确定。具体有三种方法:一种是用刀尖对准台阶端面时,记住该处大拖板的刻度值(或将刻度调到“0”,再转动大拖板手柄将车刀移到所需长度处,开车用车刀划线痕。另外两种方法是用钢尺或深度卡尺量出待车台阶长度,再将车刀尖移至该处,撤走钢尺或深度卡尺,开车用刀尖划痕。对于批量生产的长度控制可以用样板或行程挡块来控制。