济宁利兴精密机械制造有限公司始终坚持“以人为本”“争在市场”“胜在质量”“赢在管理”的经营理念加重产品的创新技术开发。现已于国内五十余家大型企业及股份上市公司配套,并建立了长期的协作关系。产品覆盖大型机床、立车、龙门铣床、龙门刨床、飞机登机桥、大型升降机、减速机、试验机、海洋钻井平台等领域。
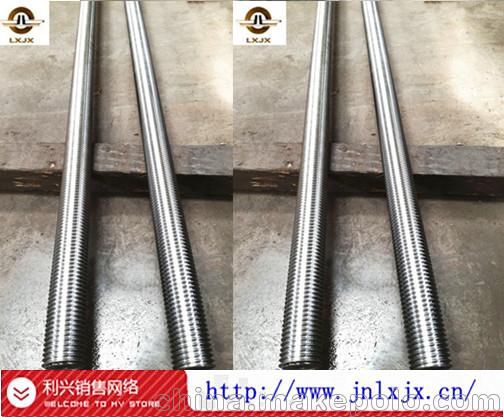
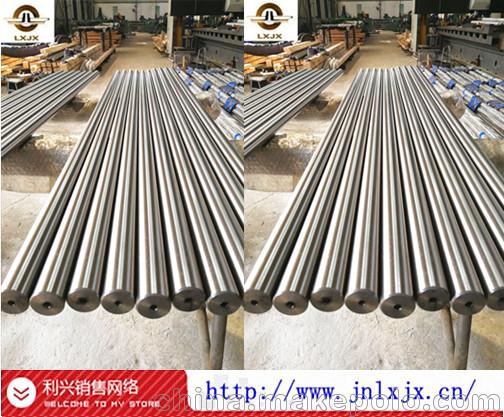
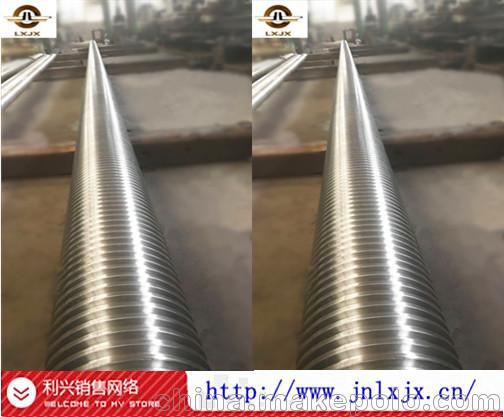
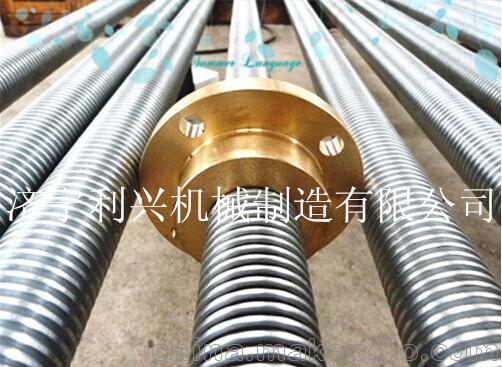
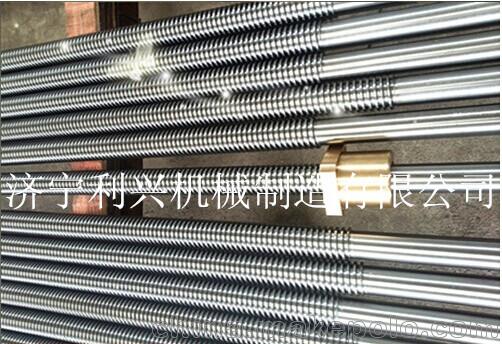
利兴公司为适应市场及重型设备的需求产品,已做到直径Ф300mm长度L≤20000mm以内的大型梯型丝杠副及直径Ф100mm长度L≤5000mm以内的特型花键轴、光杠等目前已成为大型机械产品的领头企业产品质量稳定可靠供货及时。
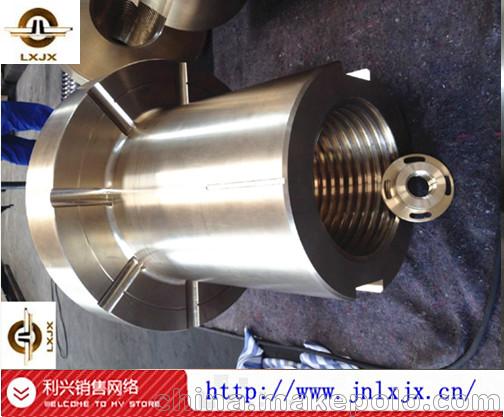
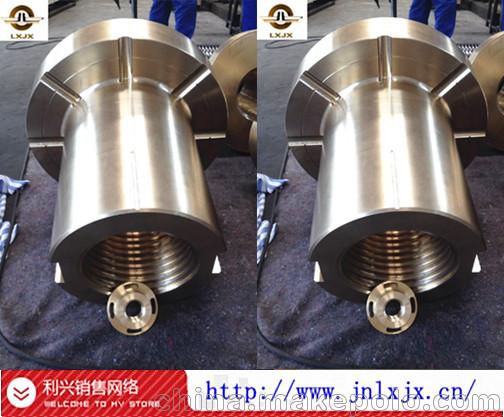
济宁利兴精密机械制造有限公司产品:梯形丝杠、螺母、光杠、主轴、立柱、花键轴、蜗杆、蜗轮、滚珠丝杠、直线导轨、齿轮等。
济宁利兴精密机械制造有限公司通过产品技术升级已通过ISO9001:2000国际质量管理体系认证秉承“创新发展”“追求卓越”“精诚合作”“携手共进”的理念,求实创新,精益求精为客户提供更加精密的产品和优质服务。公司董事长全怀利先生携全体员工竭诚欢迎海内外新老客户光临指导真诚期盼与您的合作!



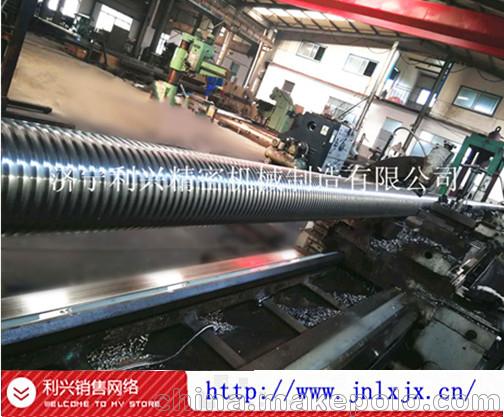
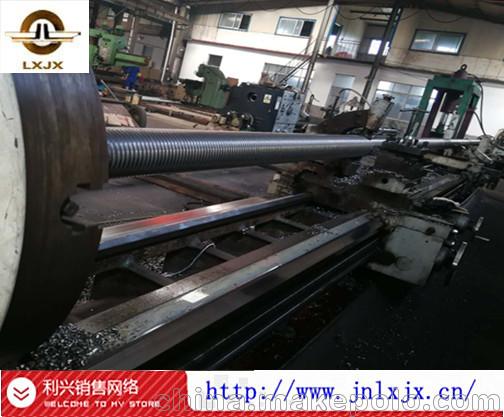
















机床丝杠主要由丝杠与丝母的间隙引起, 特别是普 通丝杠发生这种故障更为频繁。这是由于在程序开 始试运行时, 测定的丝杠间隙被补偿到程序中, 保证 了加工尺寸的正确性。但当机床运行一段时间后, 磨损速度变快, 丝杠传动造成的积累误差使加工尺 寸超差( 这个超差值并不固定而是随时间的推移而 逐渐变化) 。这可通过修改加工程序或重新调整丝 杠间隙来排除这类故障。 故障现象 4: 工件轴向或径向尺寸不稳定。 分析: 工件加工后, 某方向的尺寸有大或小的变 化, 没有规律, 而另一方向则稳定不变。这是由丝杠 轴向窜动造成的切削力矩的, 大小直接影响丝杠窜 动量的大小, 因此切削速度、 工件材质等因素均可影 响加工尺寸的 变化。此 时应检查 丝杠两端 的轴承 座。CW6163丝杠一根CW6163机床的长丝杠,螺纹牙型侧面已严重磨损,弯曲1.5mm,中心孔损伤。为使其达到维修标准,对其校直,修正中心孔,恢复直线度。
在车削加工中,一般走刀方向都是从尾座向床头方向,俗称正走向走刀。车削细长杠时需改用反向走刀,走刀的抗力方向使工件受拉应力。反向切削使工件受到拉伸作用,能消除振颤,使切削平稳,尤其是在车削丝杠外圆和粗切螺纹工序中,由于切削力大,更需要采用反向切削,尾座需装可伸缩的活顶尖。值得一提的是,在安装刀具时,刀尖应稍高于工件中心线0.1~0.15mm,使切削过程中刀具的切削前角增大,减少切削力,也就减少切削力对工件的压缩。同时,在切削过程中,刀尖还起着托起工件的作用,用以抵消跟刀架支承块对工件的反作用力,相当于跟刀架的第四个支承块。 为了减少跟刀架支承块与工件的摩擦而造成支承块严重磨损,减少工件温度升高,同时冷却刀刃,在随时注意调整跟刀架松紧程度的同时,还需在切削过程中进行充分冷却和润滑,使切削顺利进行,保证粗车后螺纹的表面粗糙度。六、合理选择车刀的几何形状