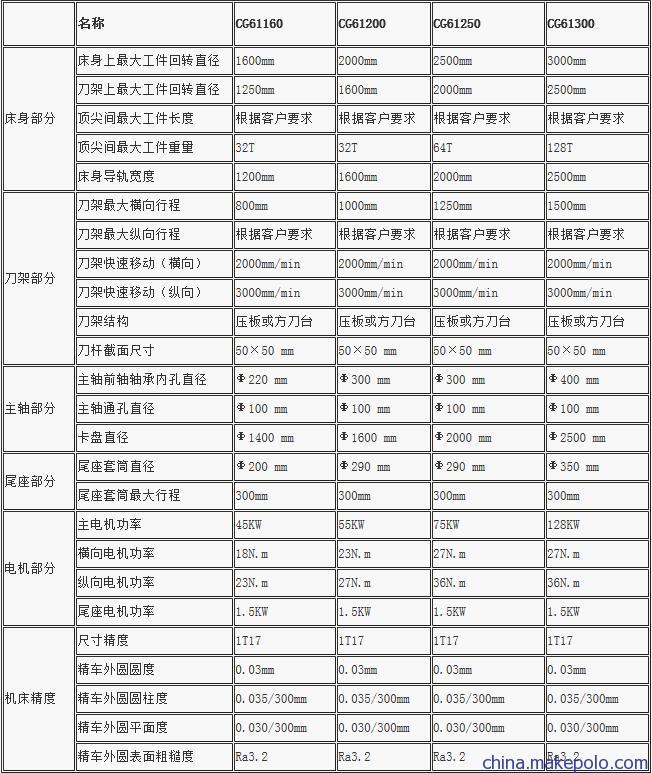
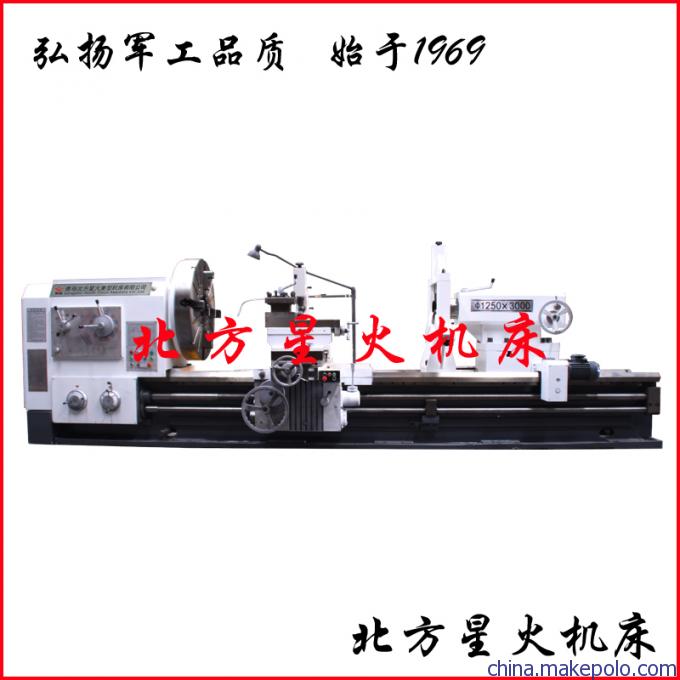
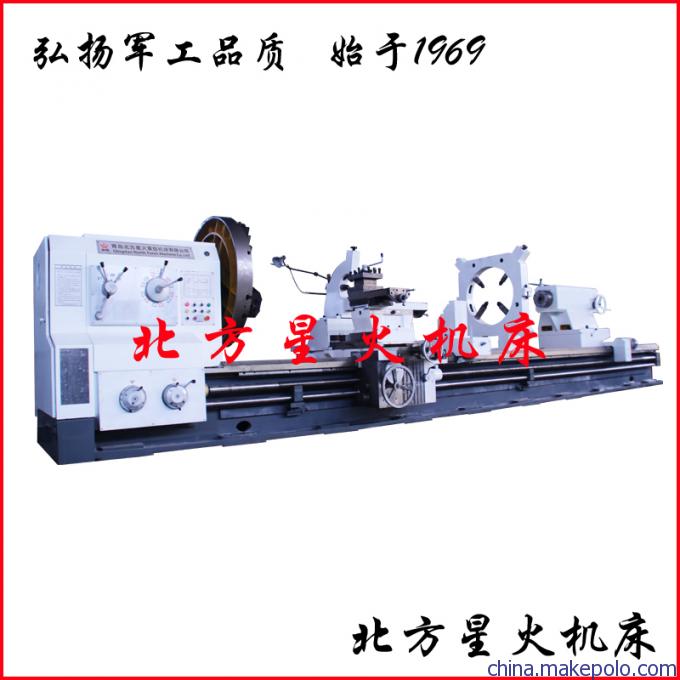
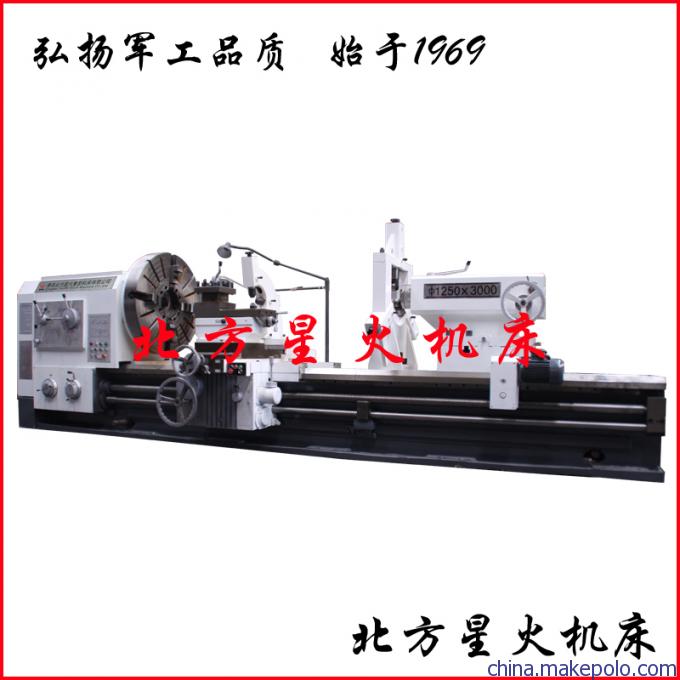
CW61125大型卧式车床主要可承担各种车削工作,能够车削各种零件的外圆、端面、内孔、切槽等工艺,同时也适用于硬质合金刀具进行强力车削,加工各种黑色金属和有色金属。
主要大件采用国际最先进的计算机技术及最优化的有限元分析方法进行设计,使机床个大部分尽可能的承载最大的负荷,设计合理、选材考究。所有逐渐均采用高强度,拍好HT250的密烘铸铁为料型,使整个机床具有极佳的刚性、稳定性、精度保持性,特别适合重切削。所有大型铸件都严格的退火处理后,再加上震动时效,彻底消除内应力,大大提高了整机精度,加工后的零件具有极好的几何位精度,机床底座为十字形结构,矩形受力设计,组织稳定、可靠,保持性久。
床身导轨采用矩形硬轨设计,导轨表面经高频处理,经高精度表面研磨处理。滑动表面粘贴导轨胶带,使导轨表面更加光滑、耐磨。加宽的硬轨设计可以确保提供机床在重切削时所需之抵抗力及稳定性。
机床主轴采用三支承结构,具有很好的刚度;机床采用侧排屑方式,排屑方便。机床还具有单独油泵,强制润滑,以及快速移动、终端保险等功能。转速、进给量和功率特性等设计合理,均能很好地满足粗精加工需要。机床具有刚性强、效率高、节能、安全可靠、操作方便和造型美观等特点。
三、主要技术参数
床身上最大工件回转直径 Φ1250 mm
顶尖间最大工件长度 4000mm
顶尖间最大工件重量 8000kg
刀架上最大工件回转直径 Φ860 mm
床身导轨宽度 750mm
导轨形式 双燕尾
卡盘直径 (内嵌) Φ1000 mm
主轴前端锥孔 莫氏6#
主轴通孔直径 Φ130 mm
主轴前轴轴承内孔直径 Φ200 mm
主轴正转转速 3.15~315 r/min
主轴正转变档 21档
主轴反转转速 3.5~278 r/min
主轴反转变档 12种
刀架的回转角度 ±90°
刀架最大移动 横向 625mm
纵向 4000mm
刀架快速移动 纵向 3740 mm/min
横向 1870 mm/min
刀具截面尺寸 50×50 mm
四工位手动方刀台 240×240
主电机功率 22 KW
润滑油泵电机功率 P= 0.55 KW,n=1400r/min
尾座套筒直径 Φ240mm
尾座套筒行程 300mm
尾座顶尖角度 75°
尾座顶尖 莫氏8#
公制螺纹范围 44种1-120
英制螺纹范围 31种24-1/4tp
模数螺纹范围 45种0.5/60
径节螺纹范围 38种1/2-56DP
上刀架最大行程 300mm
四、机床精度
尺寸精度 IT7
精车外圆圆度 0.03 mm
精车外圆圆柱度 0.035/300 mm
精车端面的平面度 0.030/300 mm
精车外圆的表面粗糙度 Ra3.2
五、机床各部性能简介
1、床身
床身采用整体结构,树脂砂造型,导轨采用高频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。床身宽度为750mm,Π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。中滑板导轨采用伸缩式钢板防护罩全封闭处理,有效的保护了导轨的使用寿命于损坏。溜板采用贴塑工艺,减小与导轨的摩擦力。侧倾斜后排屑方式,排屑方便。为了提高床身整体的抗震能力,床身采用了封砂结构。该床身经过先进的有限元力学分析,从理论上证实了结构的合理性、优良的刚性、抗震性和抗断面畸变能力。
2、主轴箱
主轴采用三点支承形式,以前后支承为主,中间支承为辅,合理的轴承配置及跨距设计,配以高精度主轴轴承,使得机床具有很好的旋转精度及很高的主轴刚性和承载能力。优化设计的传动系统和经过高频淬火磨削工艺处理的齿轮,使主轴箱具有噪声低、传动精度高、输出扭矩大等特点。
3、电气系统
电气系统主要实现强电和弱电控制,使机电有效地融为一体,可很方便地实现机床的控制和操纵,所有电气元件均选用通过CE欧洲安全认证产品。
4、尾座
尾座由上体和下体组成。通过齿条啮合,电动拖动尾座作纵向移动。