温馨提示:此链接为样品加工运费!购机请联系18056330781!



适用范围和场景
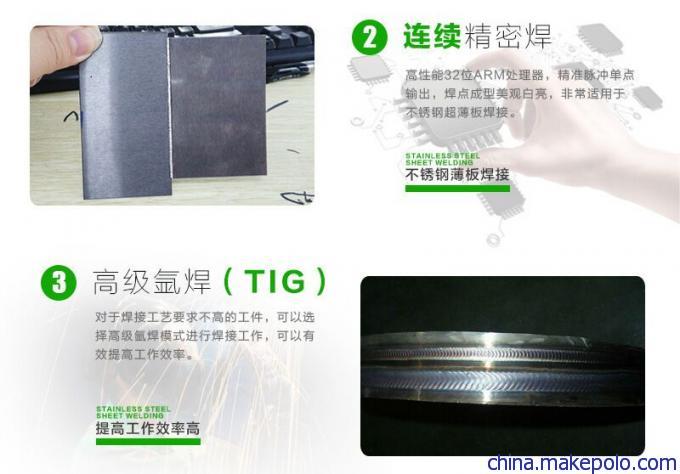
一机多能,本机将点焊、连续精密焊、高级氩焊(TIG)、连续精密铝焊及高级铝焊等5种焊补功能成功的结合在一起。使焊补作业更简便、快捷。 新增的连续精密铝焊为我公司独创功能,使薄铝板也能实现精密焊接,且热输入量大大降低,产品变形量小。简便、快捷的操作性能足可超越激光焊补,以满足客户更大范围的需求。
产品技术优势
一、采用美国进口高性能32位ARM处理器作为主控芯片,处理速度高达72MHZ,电流采样精准,焊接时间控
制精准,焊接过程中电流分区切换速度快。
二、采用进口高性能MOSFET,耐温可达150摄氏度,性能稳定。
三、控制部分全贴片工艺,全自动贴片机贴装,准确无误,保证产品的稳定性和质量。
产品功能参数
一、点焊模式:多种焊接参数可调,进气时间(0.1S-2S)、电流上升时间(0-30%)、焊接电流(1-200A)、焊接时间(1-500MS)、电流下降时间(0-40%)和延气时间(1-20S)。
二、连续精密焊模式:相对于点焊模式多了间隔时间调节(0.1-2S)。
三、高级氩焊模式:在连续精密焊模式下将间隔时间调节为0即可。
四、连续精密铝焊模式:在连续精密焊模式下增加了清理电流(1-200A)和清理时间(10-90%)。
具体调节介绍
一、进气时间(0.1-2S)焊接提前进气调节,有效排空要焊接部位的空气,保证稳定起弧和抑制首次起弧炸弧
现象。
二、电流上升时间(0-30%)调节可有效改善起弧凹坑。
三、焊接电流(1-200A),起弧电流可以随意调节,分别焊接或修补不同工件。
四、焊接时间(1-500MS),调节此参数可以精准调节起弧后熔化金属的时间,保证精密焊接,精准的控制热输入量,极大的降低产品变形量。
一、间隔时间(0.1-2S)连续精密焊接时,连续焊接脉冲停顿时间,大大提高精密焊接效率;调节到0时为高级
氩焊模式,电流控制精准,放电电弧集中,完全超越一般氩弧焊。
二、清理电流(1-200A),独创功能,铝焊接过程中需要清理表面氧化膜,常规铝焊机的清理电流和焊接电流是
相同大小,清理效果好的时候钨极烧损严重;我司的可以单独调节清理电流,既保证了清理铝表面氧化膜的效果,又大大降低了钨极烧损,特别在小电流焊接时无需经常研磨钨极。
三、清理时间(10-90%),铝焊过程中调节此参数可以清理铝表面的氧化膜,保证可靠焊接。
四、电流下降时间(0-40),调节此参数可有效改善在焊接结束时产生凹坑。
五、延气时间(1-20S),焊接结束后延时保护气体,可有效的保护焊点不会氧化发黑。
可修补范围
塑料模具 冲压模具 压铸模具 玻璃模具 吹塑模具 橡胶模具 铜合金模具 铝模具等
焊补范围。
各种金属部件的滑边 狭边 钉孔 凹槽 气孔 细缝 修复氩弧焊机焊接后模具缺陷(如表面凹凸,气孔等)焊补放电
加工,渗氮及软氮化处理后的模具。
联系电话18056330781
微信同号






