


随着近几年物价的上涨,人工费的上涨,而市场竞争越来越激烈,产品利润越来越低,热加工企业生存压力越来越大,怎样降低产品成本,提高产品的竞争力,是每个企业面临的一个核心问题。随着电磁加热技术的出现以及这几年的实际应用,大量的数据证明,通过电磁加热节能改造后的机器设备,生产效率、产品质量、节省能源方面大大优于传统电阻丝加热的模式。电磁采暖炉的市场前景
一,传统燃煤锅炉水暖必将退出采暖市场
1, 石油、煤炭资源呈逐年减少趋势,并将最终消耗殆尽;
作为全球第二大能源消耗国的中国,目前已因煤炭蕴藏枯竭而面对能源短缺的问题,2007年1月通过再生能源法的中国,承诺未来十五年耗资约2000亿美元发展再生能源,达到两成能源供应来自绿色能源的目标。水利发电、核能发电、风能发电、太阳能发电等环保、新型能源成为绿色能源的首选。
未来,随着能源的枯竭,以消耗不可再生能源为主要方式的传统采暖方式的退出,可利用再生能源的电暖等新型采暖方式必将成为主流。
2,传统燃煤、燃油锅炉对生态平衡破坏性大,环境污染严重,最终会被淘汰出局
环境污染是当前国内经济发展所面临的一项重大问题,也是对构建和谐小康社会的一个重大挑战,发展经济不能以牺牲生态环境为代价,保护生态环境不受破坏已成为我国的一项基本国策。随着今后国力的上升,国家对保护生态环境的重要性的认识也会逐渐提高,一些严重污染空气、水源和人居环境的落后生产、生活设施都面临被更新颖、更环保设备替代的命运。
燃煤锅炉由于生产工艺落后,运行效率低,环境污染严重,正在逐渐被市场淘汰。
例如青岛市将逐步淘汰20吨/小时以下燃煤锅炉,改造、合并原有小规模供热站,控制和降低全社会煤炭消耗量,减少二氧化硫排放量;海口从2000年以来,没有批准一个燃煤锅炉建设项目,限制中心城区企业燃煤,对老企业燃煤锅炉分批进行燃油改造;北京禁止燃煤锅炉的发展,在北京电采暖的试点区,政府出钱做房屋的保暖设施,安装电采暖设备,并提供每千瓦时0.2元的低谷优惠电价。其他周边省市的情况也都与此类似。
为适应工业加热节能需要,公司于2010年,开发出超大功率“工业电磁感应加热”节能系统,在“注塑机电磁加热”,“印刷设备电磁烘干”,“造粒机感应加热”,“商用电磁灶”,“电磁热水/蒸汽”锅炉,等领域得到广泛应用。
对传统电热丝加热,燃油、燃煤、燃气加热,以及锅炉供热等工业/商业领域,工业电磁感应加热”产品,均有良好的“节能、节钱”效果。
电磁感应加热具有“清洁、高效节能,安全可靠,体积小重量轻”等优点,在政府推动“节能减排,清洁生产”特别是自2016年颁布实施的煤改电高额补贴政策更是特别强调政府对环保节能的重视性,以及燃油价格不断上升的今日,工业电磁加热技术的推广应用,将为政府以及企业节能,提供一个非常优良的节能技术解决方案。
电磁感应加热节能控制软件介绍
电磁感应加热节能控制系统,是根据科技部创新基金“基于FPGA及Verilog算法的工业感应加热核心驱动技术”项目成果,为适应工业加热节能的需要,而开发的一套嵌入式控制软件。
软件的核心思想是:根据 “工业电磁感应加热”工程实际,技术要素,结合电磁工业加热硬件系统”,软件控制包含并涉及“全桥逆变、半桥逆变,三相供电,单相供电,串联谐振,逆变频率数字无级连续调节,脉宽无级调节调制,频率跟踪,死区时间控制,设备过压欠压保护,过流保护,缺相保护,过热保护,32级线性无级功率调节”等概念,提供嵌入应用底层驱动软件包,供新应用开发使用等。
t通过出厂参数化,可适合“注塑机等多段加热”系统,“工业干燥和烘烤加热”系统,“北方采暖感应加热”系统,“输油管道电磁加热”系统,“商业酒店集中供热”系统,“商用电磁灶” ,“电磁热水/蒸汽锅炉”,以及一切工业/商业/民用电磁加热应用领域。
注:
ü 公司电磁加热技术。
ü 塑胶加热应用
ü 热风系统加热应用
ü 商用电磁灶应用
ü 热水锅炉应用
ü 家用电磁热水器
ü 导热油锅炉加热应用
ü 电磁蒸汽锅炉应用
ü 电磁真空(连续)干燥系统
ü 电磁感应炉应用
ü 金属热处理应用
ü 油田及输油管加热应用
ü … 其它电磁加热应用
中、小燃烧锅炉能源使用环节:----(能源浪费环节多,仓储运输污染大)
电热以及工业电磁感应能源使用环节 :
(输电比输煤、油、汽清洁高效)
(输电比输蒸汽、导热油清洁高效)
燃烧锅炉主要缺点:
ü 1、燃烧供热锅炉本身效率可以比较高(燃烧充分),但被介质吸收的效率却低,大量热能从烟道排放。
ü 2、燃烧锅炉本身保温困难,管道输送高温介质,能量浪费大,建设成本高,占用土地面积大。
ü 3、燃油燃煤天然气运输费时耗能,成本高。
ü 4、燃烧方式,大量消耗氧气,并排放大量污染气体,不环保。同时锅炉附带消耗大量水源。
ü 5、通过蒸汽将热力输送到工位后,需要释放大量冷凝水,浪费大量显热和潜热。
ü 6、燃烧锅炉存在安全隐患,需要特种定期检查。
ü 7、受到原油天燃气供应短缺影响,价格不断上涨。
电热以及电磁感应加热的优点:
ü 1、就地加热,保温容易,无烟道尾气浪费,热效率高。
ü 2、无需建设占用较大面积的锅炉,管道和保温措施。
ü 3、无须燃料运输,存储。输电比输燃料和热能,更高效低能,安全方便。
ü 4、温度控制精度高,容易实现工艺自动控制。
ü 5、行业适应范围广泛,特别是中等功率,分散用能场合。
ü 6、随着新能源开发力度加大,和十二五国家大力发展核能的政策,电热存在巨大的价格优势。
ü 7、无氧气燃烧,无烟道尾气和粉尘、氧化物污染排放。
ü 8、符合城市“净、畅、宁、美”活动,无污染无扰民噪音。
电热丝加热主要缺点:
1、存在“漏电”安全问题。
2、通过导热绝缘粉或云母,热阻大,电热丝易氧化损坏,寿命短。
3、功率密度低,小于5瓦/平方厘米,大功率加热困难,维护成本高。
4、保温难,难实现高温加热,加热温度一般小于300℃。
5、无法实现超大功率加热:电热管数量多,故障率高,结构复杂。
5、热能使用效率低。
电磁感应加热,不存在导热绝缘安全问题,功率密度不受限制,加热线圈结构简单,体积小,不存在老化寿命问题。保温容易,加热效率高,被加热温度范围宽。采用电磁感应加热取代传统加热方式,一般节能率可达30%,并大大节约维护成本。
燃烧加热与电热(电磁感应加热)比较
比较项目 | 燃烧锅炉方式 | 电热(感应加热)方式 |
运输 | 从产地到用能单位,需大型运输,占用铁路船舶和卡车,耗能费时,低效,污染环境。 | 从产煤、油、汽地,大型并网发电,直接输送到用能各工位,高效清洁快速。 |
中转仓储 | 需多次中转储运,管理成本高,污染环境。 | 无 |
锅炉燃烧效率 | 燃烧尾气污染环境,排放高温烟气浪费,锅炉占用土地和建筑资源。 | 无 |
高温蒸汽、油管道输送 | 管道建设占用土地,无绝热材料,保温难并有热损失。 | 无 |
耗用水资源 | 锅炉耗用大量水资源。 | 无 |
工位热交换效率 | 有冷凝水排放,浪费显热和潜热,热效率低下。 | 直接加热工件,并可保温,无浪费。 |
综合效率与环保 | 从燃料产地到用能工位,存在大量污染和低效环节,并占用大量建筑和用地。 | 清洁、高效、环保、快速。 |
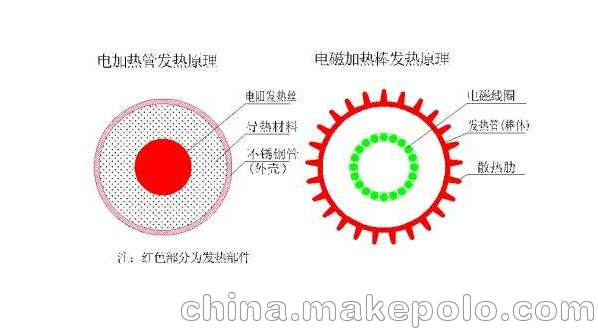
传统电热丝加热与(电磁感应加热)比较
项目 | 普通电阻式加热 | 电磁感应加热 |
加热方式 | 电热丝+导热绝缘材料 | 金属内涡流直接加热,无热阻 |
功率密度 | 小于3.5W/cm2 | 不受功率密度限制,可以>100W/cm2 |
传热热阻 | 导热绝缘材料热阻大 | 直接料筒发热,0热阻 |
发热体温度 | 电热丝温度远高于料筒温度,达700℃ | 无电热丝,线圈工作在室温 |
寿命 | 电热丝高温氧化,寿命短 | 线圈工作常温,永久使用 |
维护 | 电热丝氧化损坏,易损须维护 | 感应线圈常温下工作,长寿无须维护 |
安全性 | 有异常高温和漏电,易烫伤和触电 | 常温环境,用电安全 |
可靠性 | 可靠性低 | 可靠性高 |
温控精度 | 有热阻和热惯性,温度控制精度低 | 无热阻,无热惯性,温控精度高 |
升温速度 | 升温速度慢,传热需时间,影响产量 | 快速猛火升温,直接加热,等待时间短 |
设备成本 | 成本低 | 成本高 |
注塑件成本 | 电费成本高 | 电费成本低 |
厂区环境 | 热能浪费,导致高温,危害健康 | 常温工作环境,有益身心健康 |
节能率 | 不节能 | 节电率30%-70% |
发展方向 | 落后,须淘汰 | 符合产业发展方向,低碳清洁生产 无电磁幅射(采用电磁炉的方式) |
产品分类
1. 注塑机、造粒机、塑胶成型设备
2. 塑料胶粒料斗干燥节能
3. 热风干燥、烘烤、工业烘箱加热
4. 商用电磁灶、餐饮厨具加热
5. 工业/商业热水器、电磁热水锅炉
6. 家用热水器,中央电磁热水系统
7. 工业/商业电磁导热油锅炉
8. 电磁蒸汽锅炉
9. 真空干燥电磁加热系统
10. 油田及管道电磁加热系统
11. 电磁金属熔炼及中频炉
12. 五金机械透热及热处理
工业电磁加热节能工程,电磁加热产品销售,电磁加热新产品开发,专业承接节能改造工程,改变传统电阻传导式加热为企业节电35%-75% 提高企业竟争力改善工作环境。主营:洗浴电磁热水器、8KM-80KM电磁加热器、商用电磁炉机芯、电采暖加热器。全国诚招代理经销商,请联系!
联系单位:佛山市佑华电子科技有限公司
联 系 人:赖荣昌
地 址:(528300)佛山市顺德区北滘镇清沙工业区青沙大小道一号
电 话:0757-63382246
手 机:18576514329(微信同号)
Email: ndchxxlwb22@163.com
更多资料,请登陆公司官方网站: