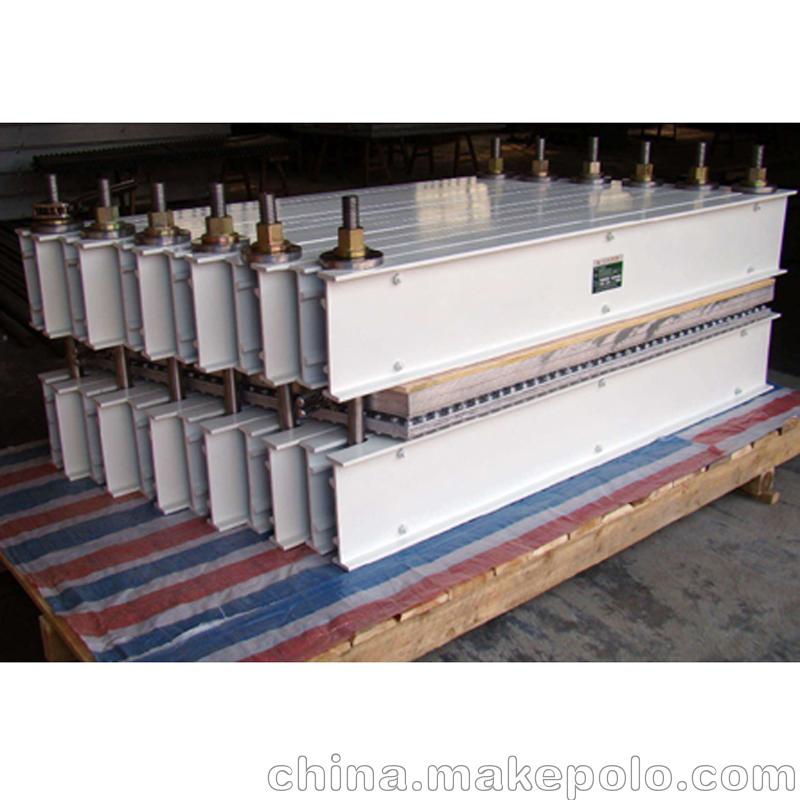
DGLJL1200电热式胶带硫化机在使用前准备 最近有些老客户反映说皮带硫化机有点开胶或者需要接头,这种情况主要发生在使用时间较长的情况下,新的皮带硫化机不会出现以上这种情况。但是皮带粘接硫化是一个复杂的过程,操作复杂并技术要求较高,建议是专业人员操作。由于是粘接强度一般可达到整体强度的85%-90%,硫化热粘法在胶带安装或检修过程中得到了广泛的应用,
1 粘接前的准备工作
两台硫化机,检查并是调试好以备用;2台的手提式砂轮磨光机,配钢丝刷若干;专用钳子若干把; 生胶皮及甲笨等等粘接剂足量备用;现场应有水源(硫化机打压泵用)。对是将要更换的胶带接头预先进行剖剥处理,以节省抢修时间。
2、 胶带接头的设计与制作
设计 皮带机的修复,接头应采取分层、斜口、阶梯式搭接的形式.
搭接层数X=Y一1,其中Y为胶带内部尼龙帆布层数,一般情况下取3_< B>为避免胶带运行时清扫装置将粘好的接头边缘刮起来,接头的搭接必须要考虑到胶带的运行方向可能对其的影响,切不可反向设计。计算、测量、划线后,就可以揭掉多余的橡胶和帆布层,
3、粘接工艺
胶带接头处理干净后,即可进人施胶程序。将胶按照使用说明配好后,立即用毛刷在待粘接面上均匀涂上一层,涂刷时稍带压力使之完全浸润胶粘面,之后自然风干,用手指轻轻触摸感觉有粘性但又不粘手时,可涂刷第2遍胶,冬季气温较低时可将涂过胶的接头放置于硫化机的压板上通电加热,以缩短表干时间,不再粘手时,即可进行接头粘合。粘合前要将事先裁好的胶皮敷贴在一端的接头上,之后用刀片随意将其划成若干小片,以便硫化加热时提高其粘接强度。接头搭接时要使各个台阶互相吻合,特别要使2粘接面对准中心线之后才能合拢,否则胶带在以后的运行中容易跑偏。接头搭接应尽可能一次成功,避免因反复揭、粘而影响粘接质量。此过程约需1.5 h可完成。
联系人:谢昊强
手 机:15505472830
Q Q:1724114529