苏州3PE防腐钢管防腐层区分知道

盐山兴松钢管有限公司
中国 沧州
产品属性
图文详情
品牌推荐
品牌/厂家
兴松钢管有限公司
牌号
兴松钢管
材质
热缠带
焊缝形式
螺旋管/螺旋焊管
涂层
黑管/不镀涂
截面形状
圆管
连接方式
焊接式
用途
石油/天然气管道用
壁厚
6mm
外径
1020mm
478mm
500mm
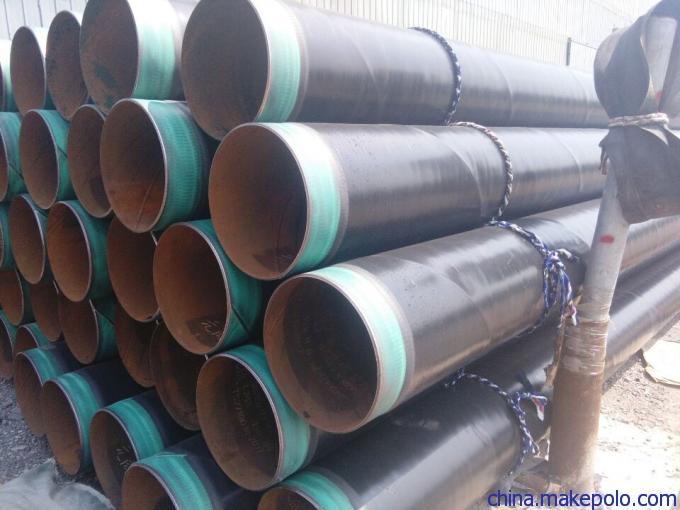
苏州3PE防腐钢管防腐层
防腐钢管防腐层分离的质量由内因和外因共同决议。内因靠资料厂商提供的改性资料作保证,外因靠 3PE涂层作业线工艺调整来完成。而外因或内因都会形成防腐层的缺陷,这里我们主要讨论的是管端翘边缺陷。
(2)中间粘结剂与环氧粉末外表脱粘,构成翘边;
(3)聚乙烯层与中间粘结剂外表脱粘,构成翘边,也属于防腐层间分层惹起的;
(4)缠绕工艺成型时,聚乙烯与聚乙烯层之间的分层;
(5)三层防腐层的中间粘结剂或环氧粉末层缺失惹起的,缺失层形成防腐层间粘结缺陷构成翘边;
(6)堆放(过程)环境惹起防腐层翘边。2 缺陷剖析
防腐层翘边实践上是防腐层端部变形。凡资料变形均有应力作用,在3PE防腐钢管防腐层成型过程中,可招致防腐层端部产生翘边的作用应力只要纵向冷却成型收缩剩余应力,且只要在纵向冷却成型收缩剩余应力大于资料间界面粘接强度时,才会发作防腐层翘边。此外,防腐层端部边沿实践上是收缩剩余应力作用的应力集中区域,周向冷却成型收缩剩余应力是向钢管侧收缩,有利于防腐钢管防腐层粘贴严密,而招致资料间界面粘接强度小于成型收缩剩余应力则取决于各防腐层成型过程的各种各样的影响要素,层间资料的内聚毁坏产生的剥离应力,同样形成层间防腐层的剥离,从而惹起翘边。而招致资料间界面粘接强度小于成型收缩剩余应力则取决于各防腐层成型过程,除与三层PE防腐成型的设备以及资料有关外,与成型工艺、外界环境等各个方面的要素亲密相关。
2.1 前处置形成缺陷
钢管外表污物(未处置或二次污染),在钢管外表与环氧粉末间构成隔离物膜,招致熔结环氧粉末与加热钢管界面间未构成有效粘接,容易构成整体防腐层翘边,见图3。
2.2 加热条件形成翘边
钢管加热温度低于环氧粉末熔融所请求的温度条件,招致静电附着于钢管外表的局部或全部环氧粉末未熔融,难以在钢管的基体外表停止熔态浸润和化学键合,招致环氧粉末与钢管界面间未构成有效粘接。此外,在喷粉过厚、粉末颗粒度不均或过大时,即便钢管加热温度到达请求,但因成型到冷却时间距离设置较短,传导热来不及使粉末完整有效熔融,也会招致此类缺陷构成,宏观表现为粉末层内聚毁坏。产生缘由如下:
(1)中频设备设计缺陷,未思索钢管的传动速度、钢管的壁厚,无法确保钢管加热的电流透入度。
(2)钢管加热过程中,多采用红外线测温仪丈量钢管温度,由于遭到漫反射、丈量间隔等影响,所测温度与实践有一定的差距。
(3)管接头设计缺陷,见图4,管接头保证钢管的连续稳定传动,采用等厚壁钢管车制或钢板卷板而成。中频感应加热为透热过程,管接头与钢管的接触面位置大于在防腐层端头规则预留尺寸时,使得钢管的壁厚增加,虽外表预热后初步到达粉末胶化规则温度,但在进入粉末喷涂前的时间里,由于热传导惹起温降,则管外壁温度有可能低于粉末胶化温度,即使到达胶化温度,粉末喷涂完成后,热继续向内传导,外表温度持续降低,则在胶化时间内未胶化,此时环氧粉末防腐层会与钢管脱粘或与中间粘结剂脱粘。
(5)环境温度较低,保温措施不当,惹起钢管外表散热加剧,同样形成粉末未胶化缺陷。
2.3 工艺过程形成翘边
(1)管端缠纸形成翘边,见图5。为便当管端部位的聚乙烯层打磨,采用缠纸方式在环氧粉末与钢管之间构成隔离层,若隔离纸超越预留宽度,就会构成隔离翘边。
(2)粉末胶化惹起翘边。三层PE成型对传动速度请求十分严厉,请求必需在粉末胶化状态下完成中间粘结剂的缠绕或包覆,粉末胶化的时间比拟短,钢管的传动速度必需与粉末胶化时间匹配,钢管传输速渡过慢,则可能呈现粉末曾经固化后停止中间粘结剂涂覆,过快则粉末未胶化,这些都会形成中间粘结剂与环氧粉末层分层。
(3)粉末固化惹起翘边。钢管外表温渡过高,环氧粉末固化反响太快,中间粘结剂包覆前,环氧树脂官能基团过度耗费,失去和胶粘剂的化学键分离,并可能发作轻度焦化,降低中间粘结剂与环氧层的化学键,此时极易形成防腐层翘边的构成。
(4)欠粉区域呈现形成翘边,见图6。喷枪梗塞、粉箱缺粉、空压机偷停、喷枪间隔钢管外表太远等,形成静电粉末喷枪停喷,则惹起欠粉现象区域呈现,只涂覆了中间粘结剂层和聚乙烯层,构成缺陷。
(5)中间粘结剂欠搭接形成翘边,见图7。此类缺陷只见于缠绕成型工艺,当钢管的传输速渡过大或挤膜速渡过慢,中间粘结剂带拉伸变窄,招致缠绕呈现欠搭接,聚乙烯带与环氧粉末层直接搭接,影响粘接强度。此类缺陷表观看似聚乙烯挤出带翘边,实践上是中间粘结剂成型引发的质量缺陷。
2.4 原料之间粘接惹起分层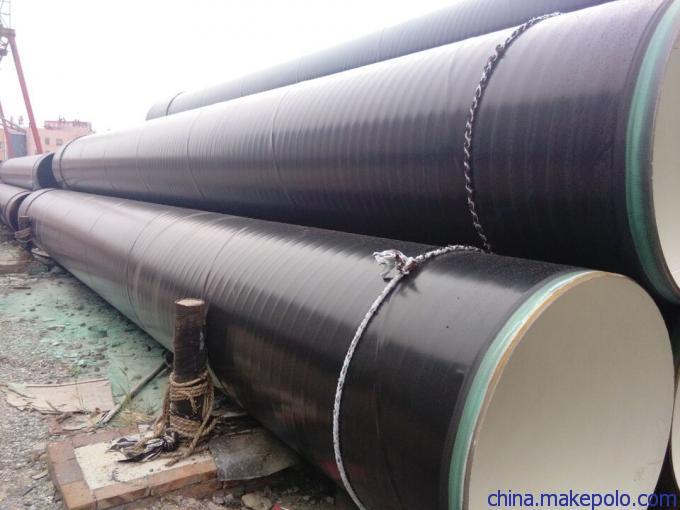
分层的缘由是层间交融不好,当运用资料的熔体强度低而又追求焊道厚度时,不得不降低聚乙烯的挤出温度,温度低形成层间交融不好。大口径无缝钢管蓄热量大,缠绕包覆后不易冷却使得加工只能在相对低的钢管线速度、相对低的挤出温度下停止,以防止包覆层因温度高在短时内冷却不下来而形成后续传动轮在防腐层上赶压出轮胎印,所以大口径无缝钢管易呈现此现象。
中间粘结剂塑化状态不好或聚乙烯挤出带胶塑化状态不好,亦会招致中间粘结剂膜与环氧粉末底漆粘接强度缺乏;碾压辊轮因设计缺陷或长时间运用压力缺乏时,形成膜之间无法压接密实,同样惹起分层缺陷。见图8。
2.5 露天堆放构成缺陷
还有一类防腐层端部翘边并不发作在成型过程中,而是在产品成型后,经长期露天贮存过程中发作的。该质量缺陷产生的内因仍是资料成型时构成的剩余应力。在成型过程中,翘边构成相当于剩余应力被松弛掉,但假如未构成翘边(如粘接强度略大于剩余应力)则剩余应力被存留在资料中,该剩余应力的松弛过程是一个长时间过程。外因则是环境条件的作用,当成型管长时间露天堆放时,管外表存留的雨水会沿防腐层搭接界面浸透扩散,招致界面间粘接强度降低。风力对防腐层搭接的剥离作用亦会招致界面间粘接强度降低等等。由于 3PE防腐钢管防腐层在露天堆放时随气温的变化产生热胀冷缩,PE层的热胀冷缩水平与钢管不同,而且PE层坡口较薄,重复收缩使PE层产生疲倦,从而在坡口处构成翘边,见图9。
钢管端头暴露局部,遭到湿润气体的浸蚀,发作腐蚀,产生腐蚀氧化产物,并且经过水分浸透,氧化物向端头防腐层扩展,从而惹起防腐钢管防腐层下腐蚀,形成防腐层脱粘,惹起翘边,见图10。
3PE防腐钢管防腐层间粘结决议了防腐层质量,需求从设备的最初设计动手,选购合格的防腐用资料,严厉的加工工艺,以减少防腐层翘边现象的呈现。
3PE防腐钢管是目前国内外采用最为普遍的一种钢管防腐方式。其主要构造(见图1)为:层的环氧粉末层、中间粘结剂层和最外层的聚乙烯防腐(护)层。3PE防腐钢管防腐涂层的优越性能主要是它将底层环氧粉末、中间层粘接剂和外层聚乙烯有机地分离成了一个整体,从而使该涂层具有熔结环氧粉末防腐钢管涂层和聚乙烯涂层的双重优点。
图1 3PE 构造简图
防腐钢管防腐层分离的质量由内因和外因共同决议。内因靠资料厂商提供的改性资料作保证,外因靠 3PE涂层作业线工艺调整来完成。而外因或内因都会形成防腐层的缺陷,这里我们主要讨论的是管端翘边缺陷。

1 翘边缺陷
翘边缺陷,见图2。主要表如今以下几个方面:图2 翘边缺陷图 图3 整体防腐层翘边图
(1)整体防腐层翘边。环氧粉末、中间粘结剂与聚乙烯层粘结完好,但环氧粉末与钢管基体外表脱粘,构成翘边;(2)中间粘结剂与环氧粉末外表脱粘,构成翘边;
(3)聚乙烯层与中间粘结剂外表脱粘,构成翘边,也属于防腐层间分层惹起的;
(4)缠绕工艺成型时,聚乙烯与聚乙烯层之间的分层;
(5)三层防腐层的中间粘结剂或环氧粉末层缺失惹起的,缺失层形成防腐层间粘结缺陷构成翘边;
(6)堆放(过程)环境惹起防腐层翘边。2 缺陷剖析
防腐层翘边实践上是防腐层端部变形。凡资料变形均有应力作用,在3PE防腐钢管防腐层成型过程中,可招致防腐层端部产生翘边的作用应力只要纵向冷却成型收缩剩余应力,且只要在纵向冷却成型收缩剩余应力大于资料间界面粘接强度时,才会发作防腐层翘边。此外,防腐层端部边沿实践上是收缩剩余应力作用的应力集中区域,周向冷却成型收缩剩余应力是向钢管侧收缩,有利于防腐钢管防腐层粘贴严密,而招致资料间界面粘接强度小于成型收缩剩余应力则取决于各防腐层成型过程的各种各样的影响要素,层间资料的内聚毁坏产生的剥离应力,同样形成层间防腐层的剥离,从而惹起翘边。而招致资料间界面粘接强度小于成型收缩剩余应力则取决于各防腐层成型过程,除与三层PE防腐成型的设备以及资料有关外,与成型工艺、外界环境等各个方面的要素亲密相关。
2.1 前处置形成缺陷
钢管外表污物(未处置或二次污染),在钢管外表与环氧粉末间构成隔离物膜,招致熔结环氧粉末与加热钢管界面间未构成有效粘接,容易构成整体防腐层翘边,见图3。
2.2 加热条件形成翘边
钢管加热温度低于环氧粉末熔融所请求的温度条件,招致静电附着于钢管外表的局部或全部环氧粉末未熔融,难以在钢管的基体外表停止熔态浸润和化学键合,招致环氧粉末与钢管界面间未构成有效粘接。此外,在喷粉过厚、粉末颗粒度不均或过大时,即便钢管加热温度到达请求,但因成型到冷却时间距离设置较短,传导热来不及使粉末完整有效熔融,也会招致此类缺陷构成,宏观表现为粉末层内聚毁坏。产生缘由如下:
(1)中频设备设计缺陷,未思索钢管的传动速度、钢管的壁厚,无法确保钢管加热的电流透入度。
(2)钢管加热过程中,多采用红外线测温仪丈量钢管温度,由于遭到漫反射、丈量间隔等影响,所测温度与实践有一定的差距。
(3)管接头设计缺陷,见图4,管接头保证钢管的连续稳定传动,采用等厚壁钢管车制或钢板卷板而成。中频感应加热为透热过程,管接头与钢管的接触面位置大于在防腐层端头规则预留尺寸时,使得钢管的壁厚增加,虽外表预热后初步到达粉末胶化规则温度,但在进入粉末喷涂前的时间里,由于热传导惹起温降,则管外壁温度有可能低于粉末胶化温度,即使到达胶化温度,粉末喷涂完成后,热继续向内传导,外表温度持续降低,则在胶化时间内未胶化,此时环氧粉末防腐层会与钢管脱粘或与中间粘结剂脱粘。
图4 管接头设计缺陷表示图
(5)环境温度较低,保温措施不当,惹起钢管外表散热加剧,同样形成粉末未胶化缺陷。
2.3 工艺过程形成翘边
(1)管端缠纸形成翘边,见图5。为便当管端部位的聚乙烯层打磨,采用缠纸方式在环氧粉末与钢管之间构成隔离层,若隔离纸超越预留宽度,就会构成隔离翘边。
(2)粉末胶化惹起翘边。三层PE成型对传动速度请求十分严厉,请求必需在粉末胶化状态下完成中间粘结剂的缠绕或包覆,粉末胶化的时间比拟短,钢管的传动速度必需与粉末胶化时间匹配,钢管传输速渡过慢,则可能呈现粉末曾经固化后停止中间粘结剂涂覆,过快则粉末未胶化,这些都会形成中间粘结剂与环氧粉末层分层。
(3)粉末固化惹起翘边。钢管外表温渡过高,环氧粉末固化反响太快,中间粘结剂包覆前,环氧树脂官能基团过度耗费,失去和胶粘剂的化学键分离,并可能发作轻度焦化,降低中间粘结剂与环氧层的化学键,此时极易形成防腐层翘边的构成。
(4)欠粉区域呈现形成翘边,见图6。喷枪梗塞、粉箱缺粉、空压机偷停、喷枪间隔钢管外表太远等,形成静电粉末喷枪停喷,则惹起欠粉现象区域呈现,只涂覆了中间粘结剂层和聚乙烯层,构成缺陷。
(5)中间粘结剂欠搭接形成翘边,见图7。此类缺陷只见于缠绕成型工艺,当钢管的传输速渡过大或挤膜速渡过慢,中间粘结剂带拉伸变窄,招致缠绕呈现欠搭接,聚乙烯带与环氧粉末层直接搭接,影响粘接强度。此类缺陷表观看似聚乙烯挤出带翘边,实践上是中间粘结剂成型引发的质量缺陷。
图5 缠纸惹起翘边缺陷图图 6 欠粉惹起翘边图图 7 欠胶翘边图
由于钢管存在挠度,或钢管管口不圆,使两根管子衔接处呈现错口,钢管外表和中间粘结剂的相对位置呈现动摇,中间粘结剂膜过度拉伸,膜片终点宽渡过窄,呈现中间粘结剂欠搭接;带挠度的钢管使管端、以至管中部上下起伏中间粘结剂膜遭到的拉伸力时大时小,也会呈现中间粘结剂欠搭接。2.4 原料之间粘接惹起分层
分层的缘由是层间交融不好,当运用资料的熔体强度低而又追求焊道厚度时,不得不降低聚乙烯的挤出温度,温度低形成层间交融不好。大口径无缝钢管蓄热量大,缠绕包覆后不易冷却使得加工只能在相对低的钢管线速度、相对低的挤出温度下停止,以防止包覆层因温度高在短时内冷却不下来而形成后续传动轮在防腐层上赶压出轮胎印,所以大口径无缝钢管易呈现此现象。
中间粘结剂塑化状态不好或聚乙烯挤出带胶塑化状态不好,亦会招致中间粘结剂膜与环氧粉末底漆粘接强度缺乏;碾压辊轮因设计缺陷或长时间运用压力缺乏时,形成膜之间无法压接密实,同样惹起分层缺陷。见图8。
2.5 露天堆放构成缺陷
还有一类防腐层端部翘边并不发作在成型过程中,而是在产品成型后,经长期露天贮存过程中发作的。该质量缺陷产生的内因仍是资料成型时构成的剩余应力。在成型过程中,翘边构成相当于剩余应力被松弛掉,但假如未构成翘边(如粘接强度略大于剩余应力)则剩余应力被存留在资料中,该剩余应力的松弛过程是一个长时间过程。外因则是环境条件的作用,当成型管长时间露天堆放时,管外表存留的雨水会沿防腐层搭接界面浸透扩散,招致界面间粘接强度降低。风力对防腐层搭接的剥离作用亦会招致界面间粘接强度降低等等。由于 3PE防腐钢管防腐层在露天堆放时随气温的变化产生热胀冷缩,PE层的热胀冷缩水平与钢管不同,而且PE层坡口较薄,重复收缩使PE层产生疲倦,从而在坡口处构成翘边,见图9。
钢管端头暴露局部,遭到湿润气体的浸蚀,发作腐蚀,产生腐蚀氧化产物,并且经过水分浸透,氧化物向端头防腐层扩展,从而惹起防腐钢管防腐层下腐蚀,形成防腐层脱粘,惹起翘边,见图10。
图8 层间翘边图 图9 长期堆放形成防腐层翘边图 图10 堆放形成翘边图
3PE防腐钢管防腐层间粘结决议了防腐层质量,需求从设备的最初设计动手,选购合格的防腐用资料,严厉的加工工艺,以减少防腐层翘边现象的呈现。