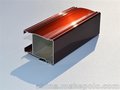
铝型材镀钛金工艺,包括选材、抛光、化学除油、清水冲洗、活化、真空镀钛工艺步骤,其特征在于它还包括:
a、预镀工艺,该工艺是将活化后并经清水冲洗的钛金铝型材置于由食盐、盐酸和水组成的液体中进行化学处理,处理温度为常温,处理时间至液体发生激烈化学反应为止;
b、电镀工艺,该工艺中镀液成份包括硫酸镍、氯化镍、硼酸、十二烷基硫酸钠、糖精、光亮剂,工艺条件:电流3-4A/dm阴极移动、5-7A/dm空气搅拌,镀液温度50-60℃,PH值3.9-4.2,电镀时间15分钟。
铝型材表面桔皮缺陷的消除办法:
(一):对易弯曲扭拧的铝型材加强修模,控制铝材直度。
(二):在铝材挤出尚热时加大牵引力,在出料台上对热的型材釆用顶,压等矫正措施(注意防止型材变形)
(三):控制铝型材拉伸率,为保证表面质量兼顾直线度,拉伸时严格控制弯曲度在客户要求的上限之内。
(四):控制铝型材拉伸率,为保证直线度兼顾表面质量,型材拉伸两头及停机印处变形部分多切掉些。
我国工业铝型材占铝型材总应用量约30%,主要应用于交通运输业(包括汽车制造业、轨道交通业)、装备和机械设备制造业、耐用消费品业(含轻工业)等,分别在我国铝型材应用中占比约10%、10%和12%。而同期的欧洲、北美和日本的铝型材消费结构中,工业耗用比例分别达到为60%、55%和40%,远高于我国.预计在未来5~10年,我国工业铝型材的消费量将持续增长,在铝型材产品中的比例将约30%上升到2015年的45~50%左右。