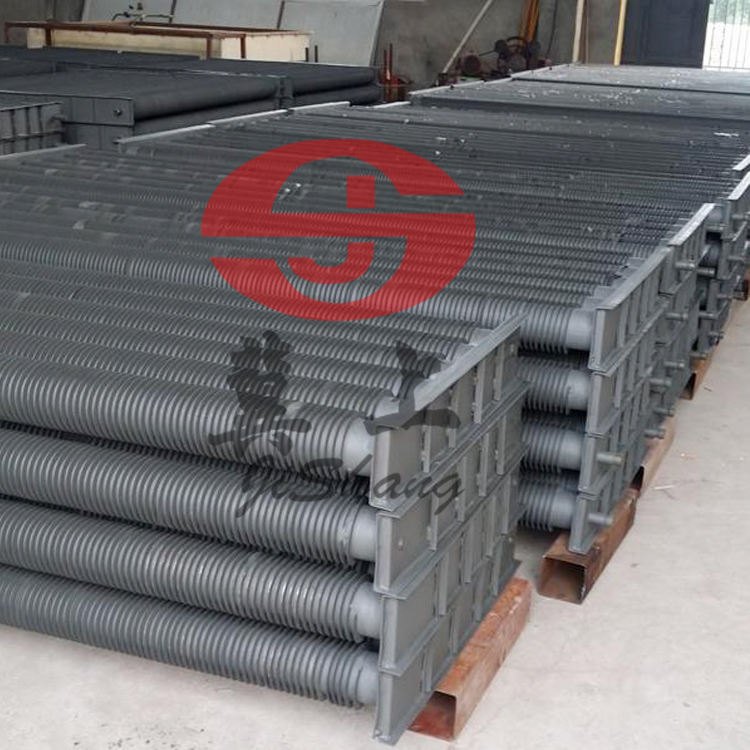
冀上工业钢制翅片管散热器生产工艺:
1.钢管椭圆度应不大于0. 3 mm,钢管其他项目应符合GB/T 3092,GB/T 3087,GB/T 8163的规 定.
2.钢带与钢管之间应采用高频焊或其他确保紧固的方法. JG/'r 3012. 2一1998

3.钢带、钢管的焊接表面应无涂层、铁锈、凹坑等影响焊接质量的缺陷和杂质.
4.翅片管螺距6-7 mm,翅片高度应大于15 mm,翅片倾伏角不应大于80,翅片管的直线度每米不应大于1.0 m m.
5.钢制翅片管散热器焊接质量要求: 钢管与钢管的对接应符合GB 151的规定. 焊接应符合GB/T 985的规定.


6.钢制翅片管散热器在加外罩前应逐组进行水压试验或气压试验,试验压力为工作压力的1.5倍.
7.钢制翅片管散热器接管螺纹应符合JG .1 31的规定.
8.钢制翅片管对流散热器应喷涂防锈底漆和面漆;面板应烤漆,漆膜的制备应符合GB/T 1727的规定.表面涂层应均匀光滑,附着牢固,不得有气泡、堆积、流淌和漏喷.
由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化组织或淬火组织。低碳钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施,焊接性优良。 但在少数情况下,焊接时也会出现困难:
1)采用旧冶炼方法生产的转炉钢含氮量高,杂质含量多,从而冷脆性大,时效敏感性增加,焊接接头质量降低,焊接性变差。
2)沸腾钢脱氧不完全,含氧量较高,P等杂质分布不均,局部地区含量会超标,时效敏感性及冷脆敏感性大,热裂纹倾向也增大。


3)采用质量不符合要求的焊条,使焊缝金属中的碳、硫含量过高,会导致产生裂纹。如某厂采用酸性焊条焊接Q235-A钢时,因焊条药皮中锰铁的含碳量过高,会引起焊缝产生热裂纹。
4)某些焊接方法会降低低碳钢焊接接头的质量。如电渣焊,由于线能量大,会使焊接热影响区的粗晶区晶粒长得十分粗大,引起冲击韧度的严重下降,焊后必需进行细化晶粒的正火处理,以提高冲击韧度。 总之,低碳钢是属于焊接性最好、最容易焊接的钢种,所有焊接方法都能适用于低碳钢的焊接。


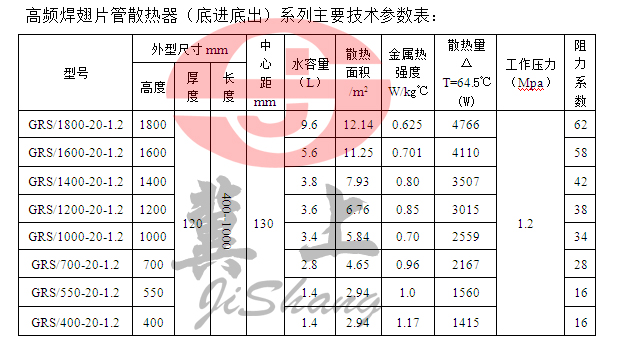
工业翅片管散热器主要应用于通风采暖,烘干除湿系统,是厂房,工矿企业,大中型建筑物理想的采暖干燥设备。目前市面上各种类型的散热器都有,有标准型号的,也有非标的,如何选择合适的工业翅片散热器成为暖通工程师首要考虑的问题。从散热工艺上来选,分为框架固定式和框架支撑式。框架固定式,是散热管直接焊接到框架箱盒,结构简单,一般用于180℃以下热媒或冷媒;框架支撑式,散热管穿过框架多孔板,与连通管(或弯头)焊接,一般用于180℃以上热媒。
冀上散热器微信手机服务号:135-1308-2737






