工厂直销碳钢弯头 20#弯头219*7.11质量好价格低

河北华东兴昌管道设备制造有限公司
中国 沧州
产品属性
图文详情
品牌推荐
品牌
YS
型号
DN200
材质
碳钢
通径类型
异径弯头
连接形式
直接焊接
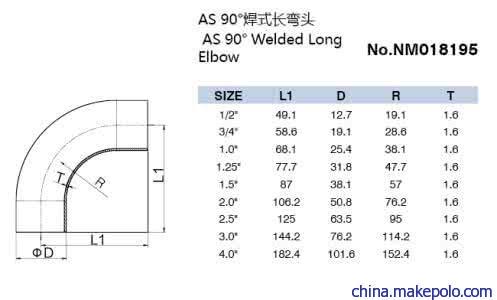
角度
45°弯头°
制作方法
推制
是否进口
否
是否标准件
标准件
样品或现货
现货
加工定制
是
外径
219mm
壁厚
7.11mm
弯曲半径
1.5mm
执行标准
ASTM
等级
AAA
外形尺寸
219*7.11mm
重量
10.1kg
详细材质
20#