专业定制各式流水线,滚筒线,链板线,总装线,转弯机,烘干线等非标输送设备;经营原则:以合理的价格为客户提供过硬的品质和诚信的服务.东莞市锦固自动化设备有限公司成立2002年是一家专业从事各种物流输送设备、自动化装配线的规划、设计、制造、安装的公司.
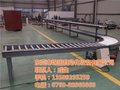
U型生产线与直线型生产线布置相比,
1、使生产线平衡成为可能。
2、产品托板、工夹具等流回到起点,减少了搬送作业。
3、一人可进行多项操作。
4、不用安排专人进行输送材料和收集成品的工作。
5、物流路线更加顺畅。
6、人口与出口在同一位置。
7、作业员的活动范围可大可小。
专业定制各式流水线,滚筒线,链板线,总装线,转弯机,烘干线等非标输送设备;东莞市锦固自动化设备有限公司成立2002年是一家从事各种物流输送设备、自动化装配线的规划、设计、制造、安装的公司.经营原则:以合理的价格为客户提供过硬的品质和诚信的服务.
生产线平衡计算方法
要衡量工艺总平衡状态的好坏,我们必须设定一个定量值来表示,即生产线平衡率或平衡损失率,以百分率表示。 首先,要明确一点,虽然各工序的工序时间长短不同,但如前所述,决定生产线的作业周期的工序时间只有一个,即最长工序时间--瓶颈工序时间。同时需要区分瓶颈时间与节拍时间,所谓的节拍时间TAKT TIME 是按照客户要求设计的,他的计算方法是等于工作时间*3600sec/需求产量
1、生产线的平衡计算公式
平衡率=(各工序时间总和/(工站数*瓶颈工序时间))*100%=(∑ti/(工站数*CT))*100%
2、生产线的平衡损失率计算公式
平衡损失率=1-(各工序时间总和/(工站数*Takt 时间)) ;
专业定制各式流水线,滚筒线,链板线,总装线,转弯机,烘干线等非标输送设备;经营原则:以合理的价格为客户提供过硬的品质和诚信的服务. 东莞市锦固自动化设备有限公司成立2002年是一家专业从事各种物流输送设备、自动化装配线的规划、设计、制造、安装的公司.
操作程序:
1、开启总电源开关,查看电压指示表(360—400V)。
2、检查混合机,放料门,确认是否在正确位置。
3、开启预混机上料机,同时打开预混机。。
4、开始均匀有序的投放原料,投完后搅拌15-20分钟。
5、预混机搅拌均匀后,开启滚筒上料机和滚筒混合机。
6、,放料到滚筒上料机提料到滚筒混合机。