产品升级换代历程
代产品:国内采用一体化设计,方便运输和安装。充分考虑设备的操作便利性,安装工位符合人机学设计要求。产品的造型新颖,突破传统液压系统凌乱的外观。
第二代产品:在一代产品的基础上升级扩展功能,衍生出泵-马达测试台、泵-阀测试台等。广泛吸取行业精英对试验台的建议,优化测试方法,使测试原理更合理。经过反复研究测试,对流量计的使用、负载敏感测试、闭式回路测试等积累了丰富经验。

工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 ,使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 保证了材质的强度,提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。

冷弯成型机被固定的位移,冷弯成型机的终端和开始支撑之间的缩短或胀大位移只是表中所闪现数据的一小部分,通常是从中心开始趋向于冷弯成型机的每个端部。每端的位移量只是缩短或胀很多的一半一同留神钢檩条厚度不能逾越螺钉的自钻才华。冷弯成型机当时供应的螺丝可带有塑料头,不锈钢顶盖或涂有特其他耐久保护层,其他,自攻螺钉的选用。固定螺钉选用时应该依照结构的运用寿数挑选固定件,冷弯成型机除暗扣固定用螺钉外,其他螺钉均带有防水垫圈,而且对准采光板和特别风压下的状况均配有相应的共用垫圈而一些细节的处置比较重要。关于屋面用应该在屋顶及屋檐处将冷弯成型机间断相应的收边任务,设备较易掌握,其意图为了更无效地阻止雨水进入屋面以内。
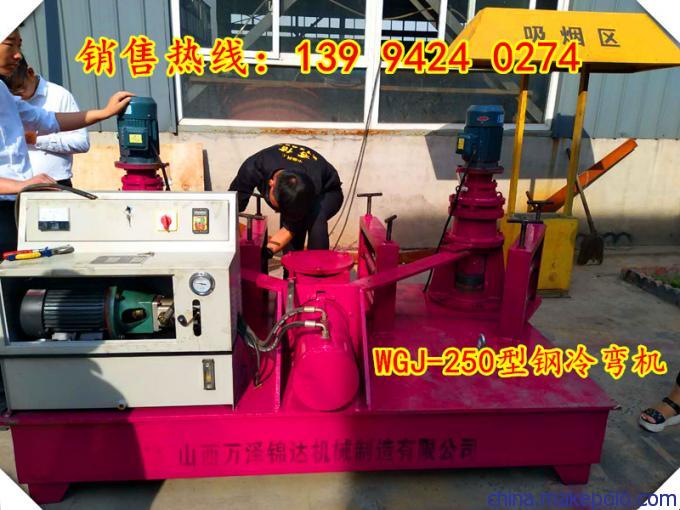
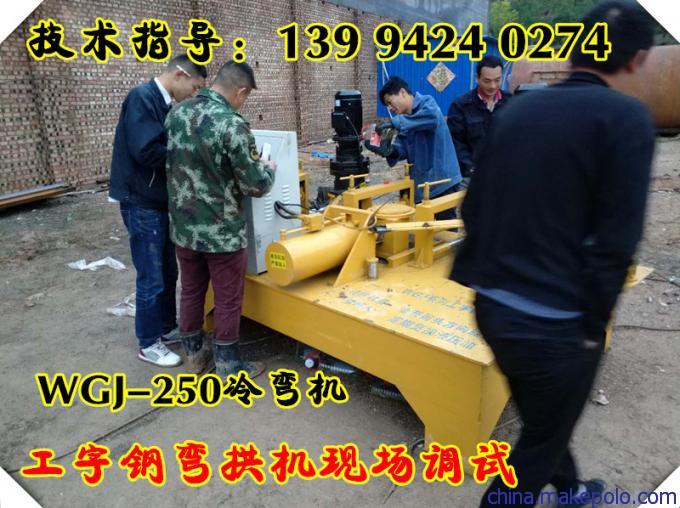
WGJ-250全自动电液控制型冷弯机
可将各种型号的型材如:槽钢、工字钢、H型钢、扁钢、钢管等弯曲成圆形、弧形、法兰、螺旋形等工件。该设备结构合理、操作方便、承载能力强、卷园速度快,具有体积小、能耗低、效率高、无噪音、寿命长、一机多用等众多优点。其代替了原有的钢板下料、对接、校正、车床加工等复杂工艺,并节省了氧气、乙炔、劳动力、原材料,是卷制圆环和法兰的一种高质量、高效益的卷圆设备。该设备可广泛用于风机、石化、造船、桥梁模板、网架、钢结构建筑、大型管道、水工仪表等行业。也适合用于对外加工,利润丰厚.
冷弯成型机的扭曲解决方法:
1、变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
2、不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。
3、材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
4、滚轮加工准确度是关键,为此,专门制作专用工具在投影仪下,放大20倍进行检测。
5、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,保证主轴不会左右窜动,普通球轴承自身存在间隙,在精确传动中不能避免轴向窜动。
6、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。

试机:
为保证工作顺利,在开始工作前二定要把机器调试好。
检查是否正常。
检查组是否正转。
将打开,溢流阀调压松开。
点动电机,检查旋转方向是否正确。
检查电液阀和点动开关是否正常。
一切准备工作无误后,启动电机,将油压调至10Mpa,试运行三分钟左右,如果运转正常,准备正式工作。

然而,到达广石隧道口处,眼前的这一幕却令交警十分困扰,因为现场数辆车占用了应急车道,这使得施救车辆无法通过。情况紧急,高速交警立即展开疏导,由于车子卡在应急车道不能动弹,在场的交警立即挽起袖子,徒手将应急车道上的车辆抬起,并拖至行车道内,现场不少司机也过来帮忙。最终,经过警民联手近半小时的”奋战“,硬是将应急车道内的车抬至行车道内,才让道路恢复了通行。






