
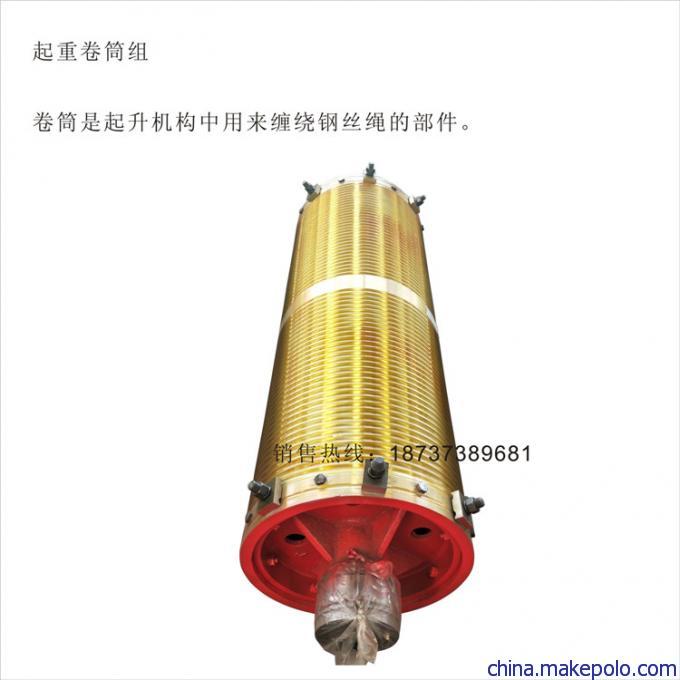


加工工艺流程
Q235B或Q345B板材下料→滚制筒体并焊接纵向焊缝→检验筒体纵向焊缝及几何尺寸(直径、长度、内径椭圆度公差等),对于大直径筒体按工艺规程加焊工艺拉筋→机加工筒体环形坡口,对工艺有要求粗加工筒体外圆的要加工其外圆→筒体接长焊接(即环缝焊接)。对于筒体两端需加焊工艺拉筋的按工艺规程规定执行,并检验环缝焊接质量及机加工余量→筒体长度定尺加工及两端止口或坡口加工→焊接筒体端部法兰板、轴、内支承圈等。
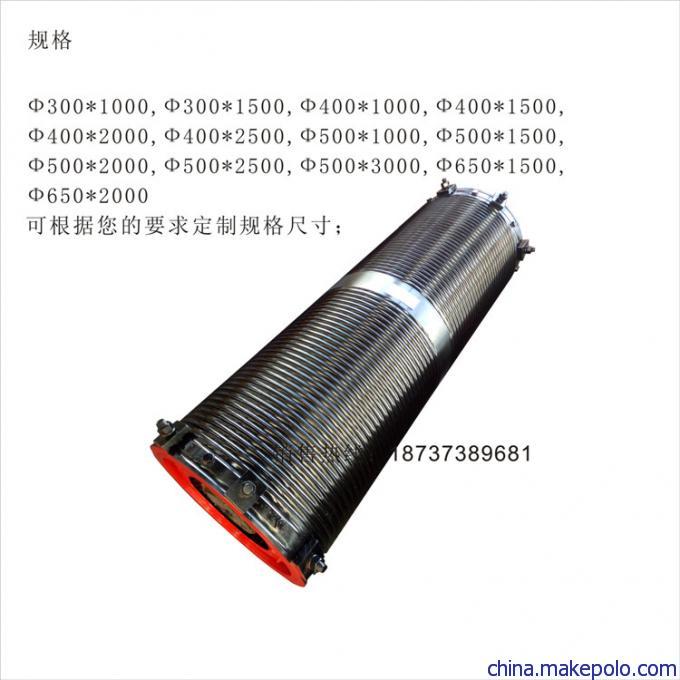
卷筒组型号
φ300*800*14卷筒组 φ300*1000*14卷筒组 φ300*1200*14卷筒组 φ300*1500*14卷筒组 φ300*1600*14卷筒组 φ400*1000*20卷筒组 φ400*1500*20卷筒组 φ400*1700*25卷筒组 φ400*1500抓斗卷筒组 φ400*2000*25卷筒组 φ400*2200*25卷筒组 φ400*2500*25卷筒组
φ500*1500*25卷筒组 φ500*1500抓斗卷筒组φ500*1700抓斗卷筒组 φ500*1800*25卷筒组 φ500*2000*25卷筒组 φ500*2200*25卷筒组 φ500*2300*25卷筒组 φ500*2500*25卷筒组 φ500*1500*30卷筒组
φ650*2000*30卷筒组 φ650*2200*30卷筒组 φ650*2500*30卷筒组 φ650*2600*30卷筒组 φ650*3000*35卷筒组 φ700*1860*40卷筒组 φ700*2500*45卷筒组 φ800*1800*45卷筒组 φ800*2000*35卷筒组 φ800*2500*35卷筒组 φ800*2800*40卷筒组 φ800*3000*40卷筒组
φ1000*2000*40卷筒组 φ1000*2500*40卷筒组 φ1000*3000*45卷筒组 φ1000*3500*45卷筒组






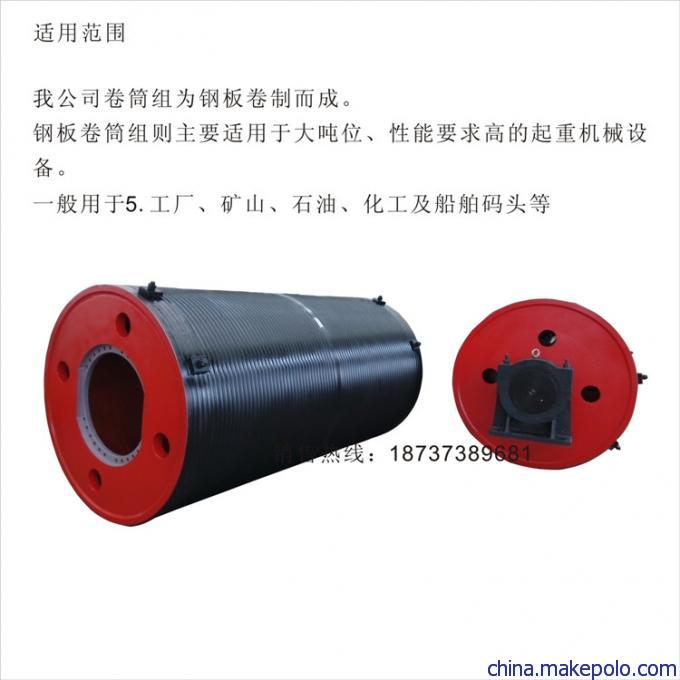
排绳槽钢板卷筒 船舶装卸提升卷筒组 出口双梁卷筒组 专业加工各型号滚筒
