连云港闭口式组合楼承板YX51-200-800生产厂家

上海新之杰新型建材有限公司
中国 上海
产品属性
图文详情
品牌推荐
厂家
新之杰
牌号
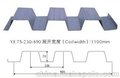
YX51-200-800
类型
建筑用压型钢板
材质
Q235
产地
上海
抗压强度
480Mpa
用途
建筑
厚度
0.7-1.5mm
宽度
800mm
重量
60kg
为解决代与第二代钢钢承板存在的诸多缺点,比如建筑物净高较小等,工程师开发出第三代钢筋桁架钢承板,第三代楼承板是通过改变缩小原始楼承板凸高压型,将楼板中的钢筋在工厂采用半自动钣金焊接设备加工成钢筋桁架,来替代楼承板的凸高和承载力。焊后并采用硅烷化、纯锰磷化、水洗、烘干、镀锌等除锈防锈环保工艺技术,将钢筋桁架与楼承板在工厂用高频阻焊连成一体的组合模板。该模板系统是将混凝土楼板中的钢筋与施工模板组合为一体,组成一个在施工阶段能够承受湿混凝土自重及施工荷载的承重构件,并且该构件在施工阶段可作为钢梁的侧向支撑使用。在使用阶段,钢筋桁架与混凝土共同工作,承受使用荷载。
1、桁架楼板受力模式及组合模式合理,具有现浇混泥土整体刚性, 能轻松地完成双向板施工及使用,而普通的压型板下皮垂直于肋方向钢筋无法部。
2、在施工中梁间距3米以上,普通的压型板基本上就要加设临时支撑;钢筋桁架模板最大无支撑间距可达5米。
3、在桁架模板上临时开洞,基本无需加固,而且机电线、管铺设方便
4、钢板不参与受力、无需耐火及防腐涂料,亦无需担心过火后修复问题,既安全又经济,板底平整、净高有保证,楼板双向刚度一致、抗震性能好,解决闭口板双向配筋问题,钢筋间距及混凝土保护层厚度有保证
5、双向板设计及施工简便,适用于大跨度厂房,镀层合理、栓钉焊接质量可靠、端部无需穿透焊,楼板抗剪性能好。
6、采用硅烷化、磷化、水洗烘干、镀锌等除锈防锈工艺、密封避光保存。
目测:板材平面度应小于3mm,不应有明显凸凹不平、扭曲变形,镀锌层应大于120g/,有划伤、划痕,残留二宝焊渣。焊点应牢固。表面不应有影响水泥凝固的污染物。
楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→布板→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可按照现场实际情况另行处理。 劳动组织要分两组,
组负责运料,包括清料、倒运,直至按照施工进度准确无误地将楼承板吊运至施工部位,包括起重工为5人;
第二组负责铺设,包括布筋、裁切、安装、留洞。每3人为一小组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混凝土时应留派专人对铺设的楼承板加强维护。具体的做法法是:
(1)先在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度,并决定楼承板与钢梁熔透焊接的焊点位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测次梁翼缘的具体位置,故将次梁的中心线及次梁翼缘宽度返弹在主梁的中心线上,固定栓钉时应将次梁的中心线及次梁翼缘宽度再返弹到次梁面上的楼承板上。
(2)在堆料场地将楼承板分层分区按料单清理出,并注明编号,区分清楚层、区、号,用记号笔标明,并准确无误地运至施工指定部位。
(3)吊运时采用专用软吊索,以保证楼承板板材整体不变形、局部不卷边。钢结构设计多层的一般采用3层一节柱安装工艺,(单层的就不用多说了)安装楼承板时与钢结构柱梁同步施工,至少应相差3层。因此楼承板吊运时只能从上层的梁柱间穿套,而起重工应分层在梁柱间控制。
(4)采用等离子切割机或剪板钳裁剪边角,裁切放线时富余量应控制在5mm范围内,浇筑混凝土时应采取措施,防止漏浆。
(5)楼承板与楼承板侧板间连接采用咬口钳压合,使单片楼承板间连成整板。先点焊楼承板侧边,再固定两端头,最后采用栓钉固定。
(6)加强混凝土养护。
钢结构柱网间距一般5~9.0m×8~15m,次梁间距3m,而楼承板下料长度为4.97~8.97m,运输与安装均较困难,尤其是带由圆弧区垂直吊装楼承板,由上而下在次梁狭间穿套比较困难,且打乱了次梁焊接正常工序。控制下料长度为3~6m,则可避免垂直运输时在次梁间无法吊运的问题。 楼承板吊运时采用专用软吊索。每次吊装时应检查软吊索是否有撕裂、割断现象。楼承板搁置在钢梁上时应防止探头。铺料时操作人员应系安全带,并保证边铺设边固定在周边安全绳上。 焊接采用熔透点焊连接,施焊前应准备边角料引弧试焊,调整施焊电流.因楼承板底部无水平模板及垂直支撑,浇筑混凝土时布料不宜太集中,采用平板振捣器及时分摊振捣。




1、桁架楼板受力模式及组合模式合理,具有现浇混泥土整体刚性, 能轻松地完成双向板施工及使用,而普通的压型板下皮垂直于肋方向钢筋无法部。
2、在施工中梁间距3米以上,普通的压型板基本上就要加设临时支撑;钢筋桁架模板最大无支撑间距可达5米。
3、在桁架模板上临时开洞,基本无需加固,而且机电线、管铺设方便
4、钢板不参与受力、无需耐火及防腐涂料,亦无需担心过火后修复问题,既安全又经济,板底平整、净高有保证,楼板双向刚度一致、抗震性能好,解决闭口板双向配筋问题,钢筋间距及混凝土保护层厚度有保证
5、双向板设计及施工简便,适用于大跨度厂房,镀层合理、栓钉焊接质量可靠、端部无需穿透焊,楼板抗剪性能好。
6、采用硅烷化、磷化、水洗烘干、镀锌等除锈防锈工艺、密封避光保存。
目测:板材平面度应小于3mm,不应有明显凸凹不平、扭曲变形,镀锌层应大于120g/,有划伤、划痕,残留二宝焊渣。焊点应牢固。表面不应有影响水泥凝固的污染物。
楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→布板→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可按照现场实际情况另行处理。 劳动组织要分两组,
组负责运料,包括清料、倒运,直至按照施工进度准确无误地将楼承板吊运至施工部位,包括起重工为5人;
第二组负责铺设,包括布筋、裁切、安装、留洞。每3人为一小组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混凝土时应留派专人对铺设的楼承板加强维护。具体的做法法是:
(1)先在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度,并决定楼承板与钢梁熔透焊接的焊点位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测次梁翼缘的具体位置,故将次梁的中心线及次梁翼缘宽度返弹在主梁的中心线上,固定栓钉时应将次梁的中心线及次梁翼缘宽度再返弹到次梁面上的楼承板上。
(2)在堆料场地将楼承板分层分区按料单清理出,并注明编号,区分清楚层、区、号,用记号笔标明,并准确无误地运至施工指定部位。
(3)吊运时采用专用软吊索,以保证楼承板板材整体不变形、局部不卷边。钢结构设计多层的一般采用3层一节柱安装工艺,(单层的就不用多说了)安装楼承板时与钢结构柱梁同步施工,至少应相差3层。因此楼承板吊运时只能从上层的梁柱间穿套,而起重工应分层在梁柱间控制。
(4)采用等离子切割机或剪板钳裁剪边角,裁切放线时富余量应控制在5mm范围内,浇筑混凝土时应采取措施,防止漏浆。
(5)楼承板与楼承板侧板间连接采用咬口钳压合,使单片楼承板间连成整板。先点焊楼承板侧边,再固定两端头,最后采用栓钉固定。
(6)加强混凝土养护。
钢结构柱网间距一般5~9.0m×8~15m,次梁间距3m,而楼承板下料长度为4.97~8.97m,运输与安装均较困难,尤其是带由圆弧区垂直吊装楼承板,由上而下在次梁狭间穿套比较困难,且打乱了次梁焊接正常工序。控制下料长度为3~6m,则可避免垂直运输时在次梁间无法吊运的问题。 楼承板吊运时采用专用软吊索。每次吊装时应检查软吊索是否有撕裂、割断现象。楼承板搁置在钢梁上时应防止探头。铺料时操作人员应系安全带,并保证边铺设边固定在周边安全绳上。 焊接采用熔透点焊连接,施焊前应准备边角料引弧试焊,调整施焊电流.因楼承板底部无水平模板及垂直支撑,浇筑混凝土时布料不宜太集中,采用平板振捣器及时分摊振捣。