电力牌 R312耐热钢焊条R312焊条2.5/3.2/4.0mm

邢台康诺焊材有限公司
中国 邢台
产品属性
图文详情
品牌推荐
品牌
电力
型号
R312
牌号
R312
类型
钼和铬钼耐热钢焊条
材质
耐热钢
药皮成分
钛钙型
酸碱性
碱性焊条
性能
超低氢焊条
加工定制
否
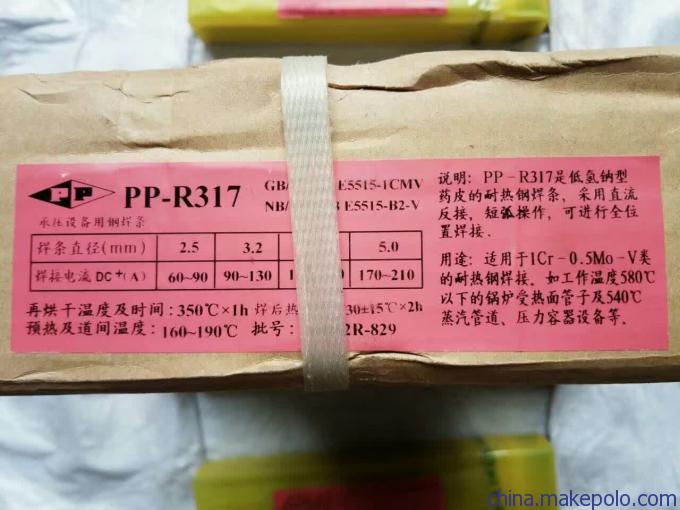
焊条直径
2.5-5.0mm
焊芯直径
2.5-5.0mm
长度
350-450mm
焊接电流幅度
100-140A
工作温度
250-300
适用范围
适用于工作温度在580℃以下的锅炉受热面管子和540℃以下的蒸汽管道、集箱经氩弧焊打底后盖面焊,如12CrMoV、12Cr1MoVG等钢的焊接。也应用于石油裂化设备、高温合成化工机械及相应强度等级的低合金高强度钢的焊接
产地
上海
重量
2000g