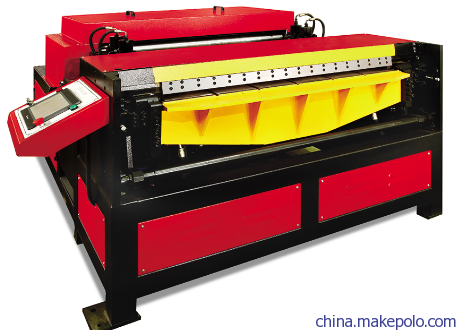
不锈钢共板法兰风管生产线是本公司在批量生产YZGBX12-1250型全自动共板法兰风管生产线的基础上,为适应市场节能降耗、减少设备占地空间的需要,最新开发的一代新产品。该生产线较原生产线缩短五米,占地面积减少二分之一以上,设备总动力降低百分之二十,设备总重量减少百分之三十以上。该生产线全长27米,平均班产量1500平方米,能完成将整捆卷板由开卷、校平、压筋、冲切缺口、精确位移咬口联合角双口成型,经皮带线传送至共板法兰成型机组,经液压自动定位折方形成共板法兰、角钢法兰、插接式法兰风管组件。所有加工工序均由电脑自动控制,仅由1-2人监控操作即可。加工的风管不仅质量完全标准统一,而且较人工单机操作提高工效15-20倍。

<一>不锈钢共板法兰风管生产线 生产工艺流程及主要功能:
开卷校平 → 压筋 → 冲尖口和方口 → 定尺剪断 → 1号机械手送料装置
→ 自动联合咬口 → 角钢法兰8mm小直角边成形 → 双机联动共板法兰(TDF)→ 带动力皮带输送平台B → 2号伺服机械手定长送料 → 折方成形 → 人工出料
<二> 不锈钢共板法兰风管生产线主要技术参数
1. 材料
普通低碳钢板、镀锌板
2. 板厚
镀锌板(0.5-1.2mm)
3. 卷料宽度
1500毫米
4. 卷料重量
6000公斤
5. 卷料内直径
φ480-610毫米
6. 卷料外直径
φ1100毫米(最大)
7. 进料运行速度
15米/分钟 (最快)
8. 最长单片风管板料长度
4000毫米
9. 最短单片风管板料长度
600毫米
10、板料长度误差范围
±0.5毫米
11、风管折弯误差范围
±2毫米
12、压筋
标准“V”型 (坡度间距:210毫米)
13、控制系统
全电脑数控
14、主电源
380伏 50赫兹 3相
15、液压压力
工作压力:8-12 MPa,系统压力:16MPa
16、气压压力
0.6-0.8MPa
17、线运行方式
直线型
18、全长
25米
19、宽度
4.5米(最大)
20、总功率
25KW
21、总重量
约16吨

共板法兰(TDF)风管设计与制作越来越受到本行业的重视,不锈钢共板法兰风管生产线与角钢法兰和其它连接形式相比,它的特点是省工、省料、强度高、密封性能好,外观美、安装方便,用此工艺能缩短工期,可为甲乙双方节约大量工程费用。我公司参照西欧、日本、美国等国家此类设备的最新资料,开发研制了一条共板法兰风管自动生产线。该生产线由电脑控制,将卷板经开卷机自动放料,经校平、压筋、长度测量、冲剪缺口、定长剪断,双侧联合角咬口,双侧共板法兰成型,液压自动折方,全部工序仅由2-3人监控操作电脑控制自动完成。
该不锈钢共板法兰风管生产线完成“L”和“□”形风管折方或平板输出, 最大风管的四个边长之和为12m。
·最大加工板厚:1.2mm
·适用卷板宽度:1000mm;1250mm
·剪板精度误差:±0.5mm
·生产效率(平均):2000m2/班
·生产线总动力:35kw
·重量:18.8T






