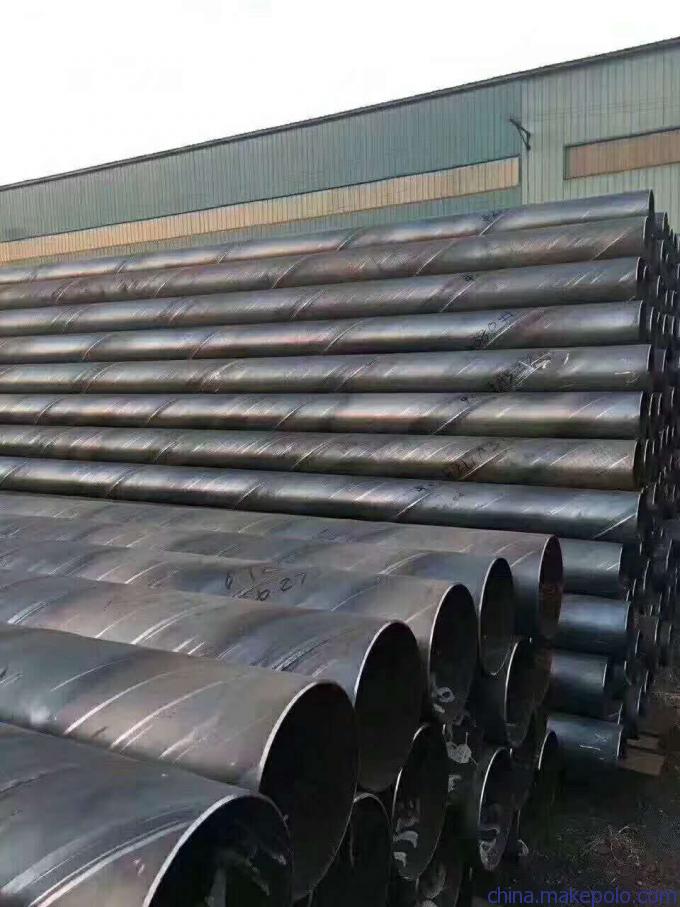
螺旋钢管在材料的等级和焊缝的要求上的选择十分的重要,下面我们就来介绍一下吧!螺旋钢管等级的选取应根据经济原则来确定,等级较高的钢管,价格略贵,但可薄些;等级较低的钢管,价格略低,但需要厚些,要进行比较。从出站到进站,可根据压力的变化取二三种不同的管壁厚度而取不同的管壁厚度而取不同等级的厚壁螺旋管,如出站段选用较高等级的管材,进站段选用较低等级的管材,管材费用约占管道全部投资的25%,所以在选材上应精打细算。从出疆管道情况看,一般取x60、x65、x70为宜;对x70钢尚缺乏焊接经验,应提前对焊接工艺进行研究。螺旋缝管及uoE直缝管,根据API5L(1990)标准,两者均可使用,但从实际统计数字上看,高压、大口径、长距离管道,在世界范围内,多月uos直缝管。如前所述,管道的事故宰与焊缝(不包括环缝)总长的—’次方成正比,螺旋焊缝比直焊缝长1/Mn“一1,此处必为螺旋焊缝与水平方向的夹角,如取“=45I,则螺旋焊缝长度为直焊缝长度的1.41倍。因此,这方面还需进一步研究。螺旋钢管的成型过程中,钢板要变形均匀,残余应力小,表面不要产生划伤,所以制作螺旋钢管的钢板的选择要慎重,表面要均匀不要有划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。螺旋钢管的直径和尺寸规格范围要灵活掌握,利用自身具有的良好优势,们组更多用户的广泛需求,是螺旋钢管能够得到普及和推广。大口径螺旋钢管是一种强度比较大的管材,他的原资料通常是以带钢,用揉捏的方法,和双面弧焊技术焊接而成。比较起螺旋钢管,直缝焊管就显得有点劣势。并且螺旋钢管的优势即是能够用相同的资料出产出和同类管材比较的管径较大的焊管,还能够出产出不一样管径的焊管,可是比较起直缝焊管,螺旋钢管的出产速度就比较低,所以大家在挑选小口径的焊管都会挑选直缝焊管,大口径的天然就挑选沧州螺旋钢管了。螺旋钢管厂能够分为螺旋缝埋弧焊钢管和螺旋缝高频焊钢管两种。沧州螺旋钢管的使用特别广泛,所以在运送液体的时候,螺旋钢管是不二人选。
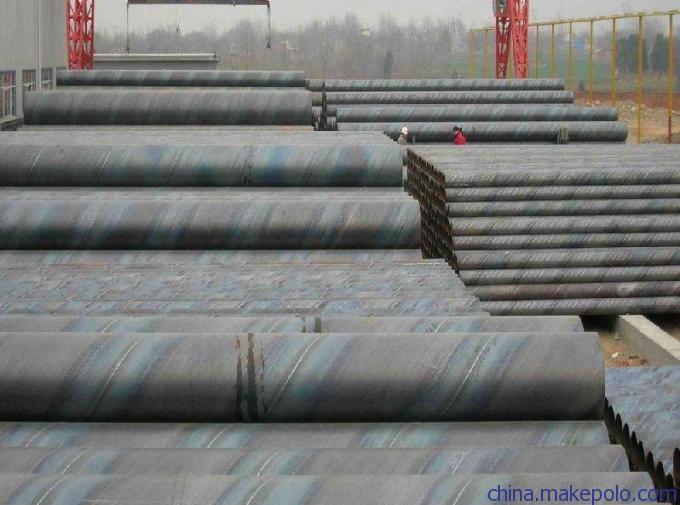
钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。打桩用厚壁螺旋焊接钢管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。1.承压流体输送,用螺旋缝埋弧焊钢管SY5036杠83,主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038杠83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037杠83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
螺旋焊缝钢管的出产能体现出优异高效的优势。一台螺旋焊管机组的出产量相当于5-8台直缝焊管设备,怎么使多台卷管设备出产线都能够到达同一制作规范,即按一致的出产工艺规范和质量保证体系出产以满意焊接质量请求与管道制作等级将是一项深重的作业。多头出产势比增加工程办理与质量监督的工程量。多台直缝卷管机组及相应的焊接设备,其操作人员的操作技能、质量认识、散布的点和控制程序的区别将带来出产办理、方案进展、查看检验、交付和谐等方面的诸多困难,很容易形成办理与和谐上的忙乱和出产厂家与施工单位的质量推诿。
加强筋焊接螺旋管抱箍焊接螺旋管抱箍焊接螺旋钢管加强筋螺旋钢管
现在螺旋钢管的常用规范通常分为:SY/T5037杠2000(部标、也叫通常流体运送管道用螺旋缝埋弧焊钢管)、GB/T9711.1杠1997(国标、也叫石油天然气工业运送钢管交货技能条件一部分:A级钢管(到现在请求严厉的有GB/T9711.2B级钢管))、API-5L(美国石油协会、也叫管线钢管;其间分为PSL1和PSL2两个等级)、SY/T5040杠2000(桩用螺旋焊缝钢管)。SY/T5037杠2000是石油部设规范通常都称做部标GB9711.1杠1997国标螺旋管,石油天然气工业运送钢管,A级通常低压流体运送用螺旋缝高频焊钢管(SY5039杠83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于通常低压流体运送用螺旋缝高频焊钢管。桩用螺旋焊缝钢管(SY5040杠83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。
焊接钢管应做机械功用试验和压扁试验以及扩口试验,并要抵达标准规矩的请求。钢管应能承受必定的内压力,必要时进行2.5Mpa压力试验,坚持一分钟无渗漏。答使用涡流探伤的方法替代水压试验。涡流探伤按GB7735《钢管涡流探伤查验方法》标准履行。涡流探伤方法是将探头固定在机架上,探伤与焊缝坚持3~5mm距离,靠钢管的迅速运动对焊缝进行悉数的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,抵达探伤的意图。探伤后的焊管用飞锯按规矩长度堵截,经翻转架下线。钢管两头应平头倒角,打印符号,制品管用六角形捆扎包装后出厂。加工方法直缝钢管的首要加工方法有:锻造钢材:运用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和标准的一种压力加工方法。揉捏:是钢材将金属放在密闭的揉捏简内,一端施加压力,使金属从规矩的模孔中挤出而得到有同形状和标准的制品的加工方法,多用于出产有色金属材钢材。轧制:将钢材金属坯料通过一对旋转轧辊的空隙(各种形状),因受轧辊的紧缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:是将现已轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。