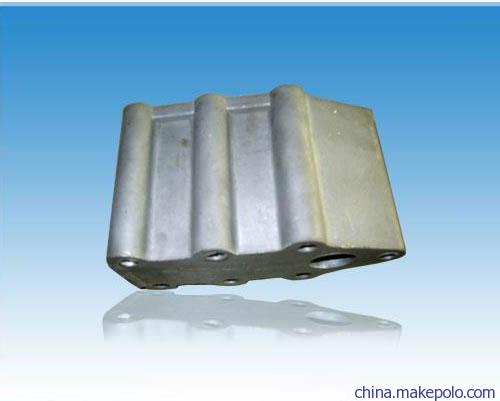
来图来样定做铝件 厂家供应铝件 厂家直销

宁晋县广进压铸铝件厂
中国 邢台
产品属性
图文详情
品牌推荐
成型工艺
广进
表面处理
无
材质
铝
公差
1
砂型铸造种类
其他
特种铸造种类
壳型铸造
打样周期
1-3天
加工周期
16天及以上
年最大加工能力
9999
年剩余加工能力
99999
河北压铸铝
广进
低压铝铸造
广进
消失模铝铸件
广进
覆膜砂铸铝件
广进
液压铝配件
广进