简介
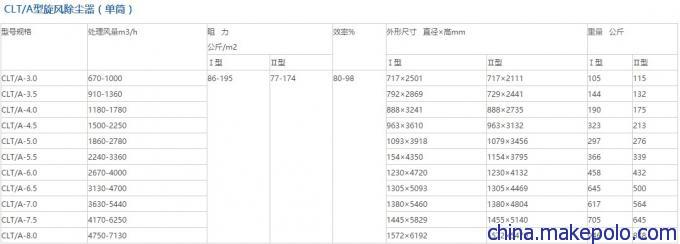
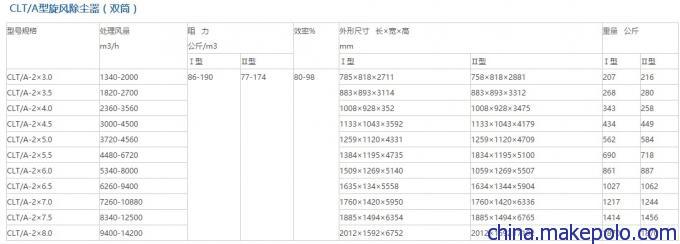
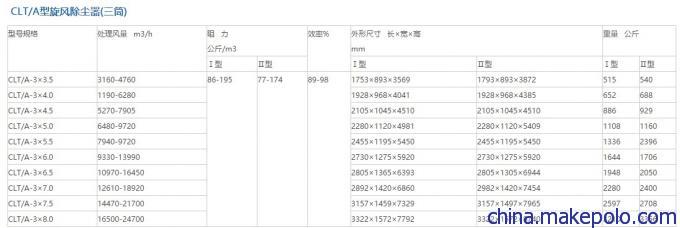
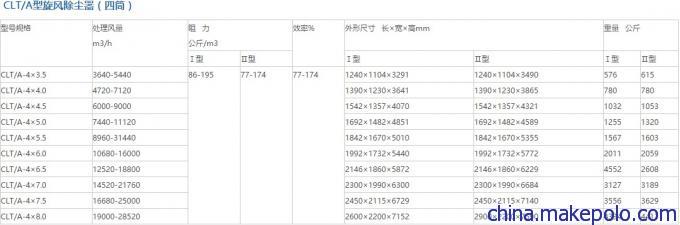
CLT/A型旋风除尘器是由旋风筒体,集灰斗和蜗壳(或集风帽)三部分组成,按筒体个数区分,CLT/A型旋风除尘器有单筒,双筒,三筒,六筒CLT/A型旋风除尘器等五种组合,每种组合有两种出风形式:Ⅰ型水平出风和Ⅱ型(上部出风)。对于Ⅰ型双筒组合者,另有正中进出风和旁侧进出风两种组合形式,Ⅰ型单筒CLT/A型旋风除尘器和三筒只有旁侧时出风一种形式,四筒和六筒组合则只有正中进出风形式,对于二型各种组合,可采用上述Ⅰ型中的任意一种进风位置,CLT/A型旋风除尘器具有阻力小,除尘效率高,处理风量大,性能稳定,占地面积小结构简单,实用廉价等特点。适用于各种机械加工,冶金建材,矿山采掘的粉尘粗、中级净化。
CLT/A型优势特点:
1、结构简单,器身无运动动力部件,不需特殊的附属设备,占地面积小、制造、安装投资较少。
2、操作、维护简便,压力损失中等,动力消耗不大,运转、维护费用较低。
3、操作弹性较大,性能稳定,不受含尘气体的浓度、温度限制,对于粉尘的物理性质无特殊要求。
4、袋式除尘器对净化含微米或亚微米数量级的粉尘粒子的气体效率较高,一般可达99%;
5、处理大风量时便于多台并联使用,效率阻力不受影响;
6、耐高温高压,可在温度高达1000℃,压力达500×105Pa的条件下操作,并可用于特高浓度(高达500g/m3)的粉尘。
旋风除尘器适用范围
CLT/A型旋风除尘器适用于物料密度较大、较干燥的非纤维类除尘,广泛应用于冶金、铸造、喷砂、建筑材料、电力及耐火材料等工业生产除尘。CLT/A型旋风除尘器又称螺旋型旋风除尘器,其顶盖板做成下倾15O的螺旋切线形,含尘气体进入除尘器后,沿倾斜顶盖的方向做下旋流动,而不致形成上灰环,可消除引入气流向上流动而形成的小旋涡气流,减少动能消耗,提高除尘效率。
旋风式除尘器的维护介绍:
一、稳定运行参数
旋风式除尘器运行参数主要包括:除尘器入口气流速度,处理气体的温度和含尘气体的入口质量浓度等。
1、入口气流速度。对于尺寸的旋风式除尘器,入口气流速度增大不仅处理气量可提高,还可有效地提高分离效率,但压降也随之增大。当入口气流速度提高到某一数值后,分离效率可能随之下降,磨损加剧,除尘器使用寿命缩短,因此入口气流速度应控制在18~23m/s范围内。
2、处理气体的温度。因为气体温度升高,其粘度变大,使粉尘粒子受到的向心力加大,于是分离效率会下降。所以高温条件下运行的除尘器应有较大的入口气流速度和较小的截面流速。
3、含尘气体的入口质量浓度。浓度高时大颗粒粉尘对小颗粒粉尘有明显的携带作用,表现为分离效率提高。
二、防止漏风
旋风式除尘器一旦漏风将严重影响除尘效果。据估算,除尘器下锥体处漏风1%时除尘效率将下降5%;漏风5%时除尘效率将下降30%。旋风式除尘器漏风有三种部位:进出口连接法兰处、除尘器本体和卸灰装置。引起漏风的原因如下:
1、连接法兰处的漏风主要是螺栓没有拧紧、垫片厚薄不均匀、法兰面不平整等引起的。
2、除尘器本体漏风的主要原因是磨损,特别是下锥体。据使用经验,当气体含尘质量浓度超过10g/m3时,在不到100天时间里可以磨坏3mm的钢板。
3、卸灰装置漏风的主要原因是机械自动式(如重锤式)卸灰阀密封性差。
三、预防关键部位磨损
影响关键部磨损的因素有负荷、气流速度、粉尘颗粒,磨损的部位有壳体、圆锥体和排尘口等。防止磨损的技术措施包括:
1、防止排尘口堵塞。主要方法是选择卸灰阀,使用中加强对卸灰阀的调整和检修。
2、防止过多的气体倒流入排灰口。使用的卸灰阀要严密,配重得当。
3、经常检查除尘器有无因磨损而漏气的现象,以便及时采取措施予以杜绝。
4、在粉尘颗粒冲击部位,使用可以换的抗磨板或增加耐磨层。
5、尽量减少焊缝和接头,有的焊缝应磨平,法兰止口及垫片的内径相同且保持的对中性。
6、除尘器壁面处的气流切向速度和入口气流速度应保持在临界范围以内。
四、避免粉尘堵塞和积灰
旋风式除尘器的堵塞和积灰主要发生在排尘口附近,其次发生在进排气的管道里。
1、排尘口堵塞及预防措施。引起排尘口堵塞通常有两个原因:一是大块物料或杂物(如刨花、木片、塑料袋、碎纸、破布等)滞留在排尘口,之后粉尘在其周围聚积;二是灰斗内灰尘堆积过多,未能及时排出。预防排尘口堵塞的措施有:在吸气口增加一栅网;在排尘口上部增加手掏孔(孔盖加垫片并涂密封膏)。
2、进排气口堵塞及其预防措施。进排气口堵塞现象多是设计不当造成的——进排气口略有粗糙直角、斜角等就会形成粉尘的粘附、加厚,直至堵塞。






