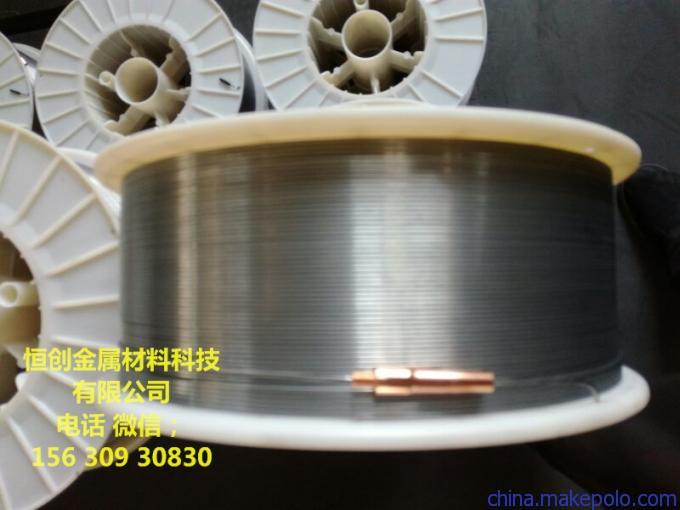
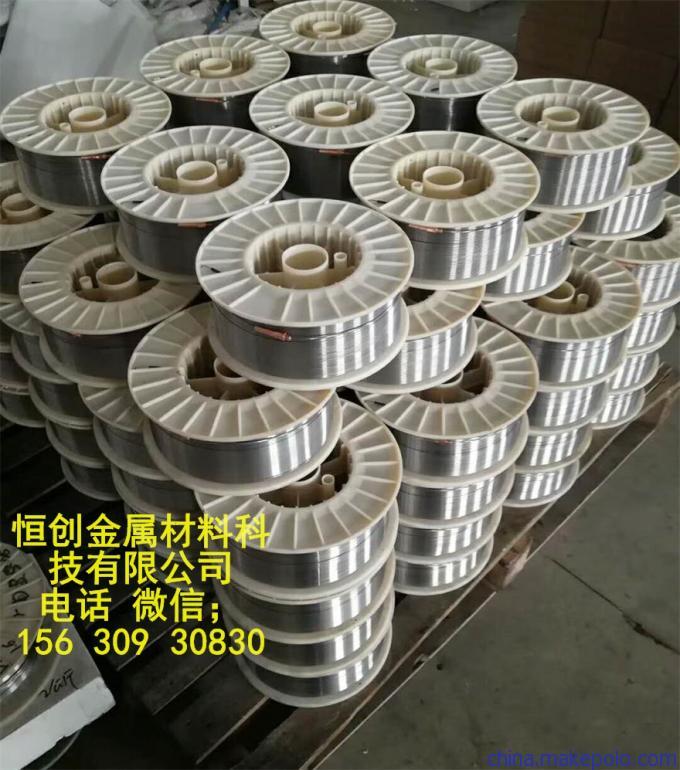
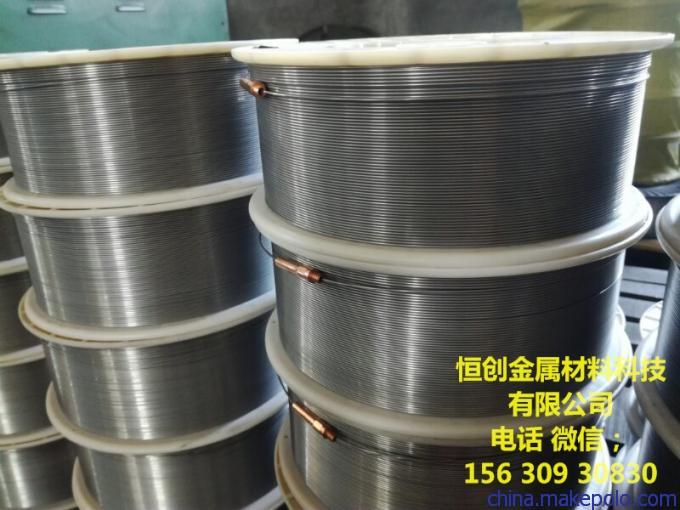
耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518阀门堆焊焊丝
D518耐磨焊丝
产品用途:
焊丝成分OCr13钢的基础上添加适量钒钼成分,焊层韧性好,良好红硬度,适用于连铸辊堆焊。
焊后硬度:HRC45-50°
焊丝直径:1.2 1.6 2.0
产品包装:15公斤/箱
注意事项:
1、采用直流反接;
2、焊接时,CO2气体流量宜为20~25L/min;
3、焊丝的干伸长度宜控制在15~25L/min;
4、道间温度推荐控制在300℃左右;
耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518阀门堆焊焊丝 D518耐磨焊丝 产品用途: 焊丝成分OCr13钢的基础上添加适量钒钼成分,焊层韧性好,良好红硬度,适用于连铸辊堆焊。 焊后硬度:HRC45-50° 焊丝直径:1.2 1.6 2.0 产品包装:15公斤/箱 注意事项: 1、采用直流反接; 2、焊接时,CO2气体流量宜为20~25L/min; 3、焊丝的干伸长度宜控制在15~25L/min; 4、道间温度推荐控制在300℃左右;
耐高温耐磨焊丝YD518连铸辊堆焊焊丝耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518阀门堆焊焊丝 D518耐磨焊丝 产品用途: 焊丝成分OCr13钢的基础上添加适量钒钼成分,焊层韧性好,良好红硬度,适用于连铸辊堆焊。 焊后硬度:HRC45-50° 焊丝直径:1.2 1.6 2.0 产品包装:15公斤/箱 注意事项: 1、采用直流反接; 2、焊接时,CO2气体流量宜为20~25L/min; 3、焊丝的干伸长度宜控制在15~25L/min; 4、道间温度推荐控制在300℃左右;
耐高温耐磨焊丝YD518连铸辊堆焊焊丝耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518阀门堆焊焊丝 D518耐磨焊丝 产品用途: 焊丝成分OCr13钢的基础上添加适量钒钼成分,焊层韧性好,良好红硬度,适用于连铸辊堆焊。 焊后硬度:HRC45-50° 焊丝直径:1.2 1.6 2.0 产品包装:15公斤/箱 注意事项: 1、采用直流反接; 2、焊接时,CO2气体流量宜为20~25L/min; 3、焊丝的干伸长度宜控制在15~25L/min; 4、道间温度推荐控制在300℃左右;
耐高温耐磨焊丝YD518连铸辊堆焊焊丝耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518阀门堆焊焊丝 D518耐磨焊丝 产品用途: 焊丝成分OCr13钢的基础上添加适量钒钼成分,焊层韧性好,良好红硬度,适用于连铸辊堆焊。 焊后硬度:HRC45-50° 焊丝直径:1.2 1.6 2.0 产品包装:15公斤/箱 注意事项: 1、采用直流反接; 2、焊接时,CO2气体流量宜为20~25L/min; 3、焊丝的干伸长度宜控制在15~25L/min; 4、道间温度推荐控制在300℃左右;
耐高温耐磨焊丝YD518连铸辊堆焊焊丝耐高温耐磨焊丝YD518连铸辊堆焊焊丝
耐高温耐磨焊丝YD518阀门堆焊焊丝 D518耐磨焊丝 产品用途: 焊丝成分OCr13钢的基础上添加适量钒钼成分,焊层韧性好,良好红硬度,适用于连铸辊堆焊。 焊后硬度:HRC45-50° 焊丝直径:1.2 1.6 2.0 产品包装:15公斤/箱 注意事项: 1、采用直流反接; 2、焊接时,CO2气体流量宜为20~25L/min; 3、焊丝的干伸长度宜控制在15~25L/min; 4、道间温度推荐控制在300℃左右;
耐高温耐磨焊丝YD518连铸辊堆焊焊丝