耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
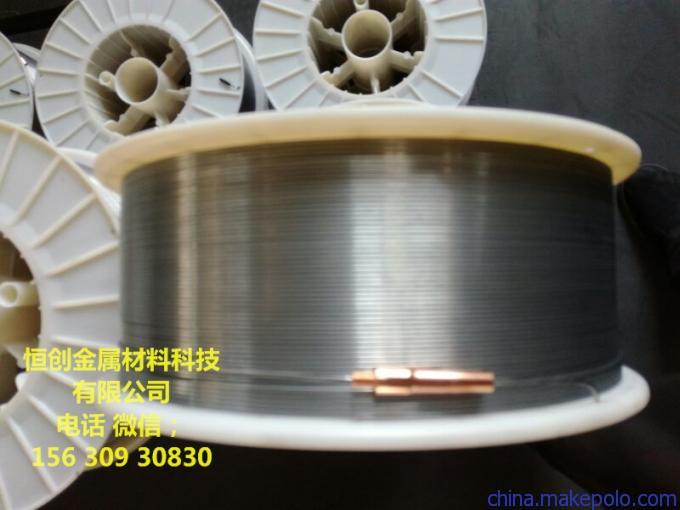
YD420堆焊药芯焊丝
详细说明:YD410熔敷金属为13%Cr马氏体钢堆焊药芯焊丝,具有良好的抗摩擦磨损和耐热烈性能,用于高矿物腐蚀下零部件的硬面堆焊,如钢轨辊、连铸辊、案辊等。熔敷金属化学成分(质量分数)
C0.25 Mn0.71 Si0.75 Cr6.8
堆焊层硬度:HRC≥45。
注意事项:
1、采用直流反接(DCEP);
2、焊接时,CO2气体流量宜为15~25L/min;
3、焊丝的干伸长度宜控制在15~20L/min;
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号 YD420堆焊药芯焊丝 详细说明:YD410熔敷金属为13%Cr马氏体钢堆焊药芯焊丝,具有良好的抗摩擦磨损和耐热烈性能,用于高矿物腐蚀下零部件的硬面堆焊,如钢轨辊、连铸辊、案辊等。熔敷金属化学成分(质量分数) C0.25 Mn0.71 Si0.75 Cr6.8 堆焊层硬度:HRC≥45。 注意事项: 1、采用直流反接(DCEP); 2、焊接时,CO2气体流量宜为15~25L/min; 3、焊丝的干伸长度宜控制在15~20L/min;
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号 YD420堆焊药芯焊丝 详细说明:YD410熔敷金属为13%Cr马氏体钢堆焊药芯焊丝,具有良好的抗摩擦磨损和耐热烈性能,用于高矿物腐蚀下零部件的硬面堆焊,如钢轨辊、连铸辊、案辊等。熔敷金属化学成分(质量分数) C0.25 Mn0.71 Si0.75 Cr6.8 堆焊层硬度:HRC≥45。 注意事项: 1、采用直流反接(DCEP); 2、焊接时,CO2气体流量宜为15~25L/min; 3、焊丝的干伸长度宜控制在15~20L/min;
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号 YD420堆焊药芯焊丝 详细说明:YD410熔敷金属为13%Cr马氏体钢堆焊药芯焊丝,具有良好的抗摩擦磨损和耐热烈性能,用于高矿物腐蚀下零部件的硬面堆焊,如钢轨辊、连铸辊、案辊等。熔敷金属化学成分(质量分数) C0.25 Mn0.71 Si0.75 Cr6.8 堆焊层硬度:HRC≥45。 注意事项: 1、采用直流反接(DCEP); 2、焊接时,CO2气体流量宜为15~25L/min; 3、焊丝的干伸长度宜控制在15~20L/min;
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号 YD420堆焊药芯焊丝 详细说明:YD410熔敷金属为13%Cr马氏体钢堆焊药芯焊丝,具有良好的抗摩擦磨损和耐热烈性能,用于高矿物腐蚀下零部件的硬面堆焊,如钢轨辊、连铸辊、案辊等。熔敷金属化学成分(质量分数) C0.25 Mn0.71 Si0.75 Cr6.8 堆焊层硬度:HRC≥45。 注意事项: 1、采用直流反接(DCEP); 2、焊接时,CO2气体流量宜为15~25L/min; 3、焊丝的干伸长度宜控制在15~20L/min;
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号 YD420堆焊药芯焊丝 详细说明:YD410熔敷金属为13%Cr马氏体钢堆焊药芯焊丝,具有良好的抗摩擦磨损和耐热烈性能,用于高矿物腐蚀下零部件的硬面堆焊,如钢轨辊、连铸辊、案辊等。熔敷金属化学成分(质量分数) C0.25 Mn0.71 Si0.75 Cr6.8 堆焊层硬度:HRC≥45。 注意事项: 1、采用直流反接(DCEP); 2、焊接时,CO2气体流量宜为15~25L/min; 3、焊丝的干伸长度宜控制在15~20L/min;
耐磨药芯焊丝YD420连铸辊堆焊焊丝 型号