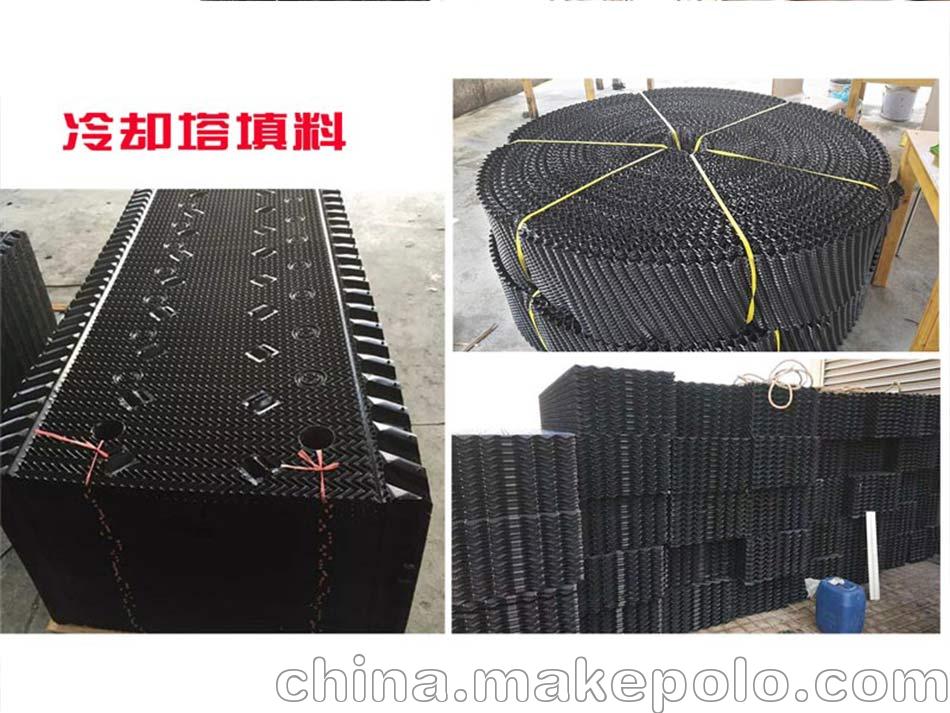
冷却塔的填料装填
填料块安装形成良好的自上而下的气流通道,块与块之间紧贴安放,层与层支之间纵横交错布置,遇柱角处把填料块整齐切去,接缝间不会形成自上而下的直通缝隙,安放时不把杂物留存在填料层中,更不能装破损的填料,以防堵塞气流通道。填料组装现场,要采取可靠、有效的通风、防毒防火措施。粘接组装工作要在专用粘接架上进行,并采取可靠的粘接组装工艺、粘接后不会翘曲脱胶,并确保片面的高粘接率,粘接率达到90%以上。组装块在粘接固化达到初步强度后,方可挪动并放置在平整地面上,待其完全固化后,整齐堆放,堆放状态与塔内安装状态相同。填料的组装工作与安装进度基本同步,协调进行以免堆放过久而受损变形。组装质量不合格的必须剔除,不得入塔安装。安装工作按计划分区进行,并按设计的层间排列方式整齐铺放,块间挤紧,不留空隙。
在安装过程中,要对填料层间、层面及组装块内残留的碎屑进行及时清理,不得遗留散乱杂物。
在填料层面上施工时,必须注意保持填料层面的平整和片型的完好稳定,不得出现凹陷和倒伏现象。对于组装刚度差,局部承载能弱的填料,禁止直接踏踩,填料安装后,需在填料上作业时,必须铺上木板进行。
在安装期间及安装完后,在填料上方不得进行焊接切割作业,并始终作好防火措施。
该填料采用全新填料,填料组装块的片间间距允许偏差为±1.0mm,组装块各邻面间应互相垂直,形成一个规整六面体,由各片边形成的平面应齐平一致;粘接的填料块,常温时在简支条件下承受3.0KN/m2均布荷载一小时,支承面及加载面应无明显变形,卸载后应无明显残余变形,粘结点松脱率不超过5%,其顶部侧向位移小于50mm。
填料粘接成块,粘接率不低于90%。
根据现场的实际情况选择塔底进行粘接组装。填料的粘接要牢固,组装一组后立即用平板压紧,防止因成型片本身的翘曲而造成脱胶。
粘接干燥后方可挪动位置置于平整的地面上,堆放高度不超过2米,防止长期暴晒。
组装块安装时上下邻层正交排放互相垂直,安装工作分区进行,铺放整齐,块间挤紧填满,对边角、柱周、塔周等不规则空隙部位按实际边界进行正确裁切,确保铺放整齐,覆盖严密,最大缝隙不超过20㎜。
安装时派专人负责检查质量,做好施工验收记录,确保安装质量。