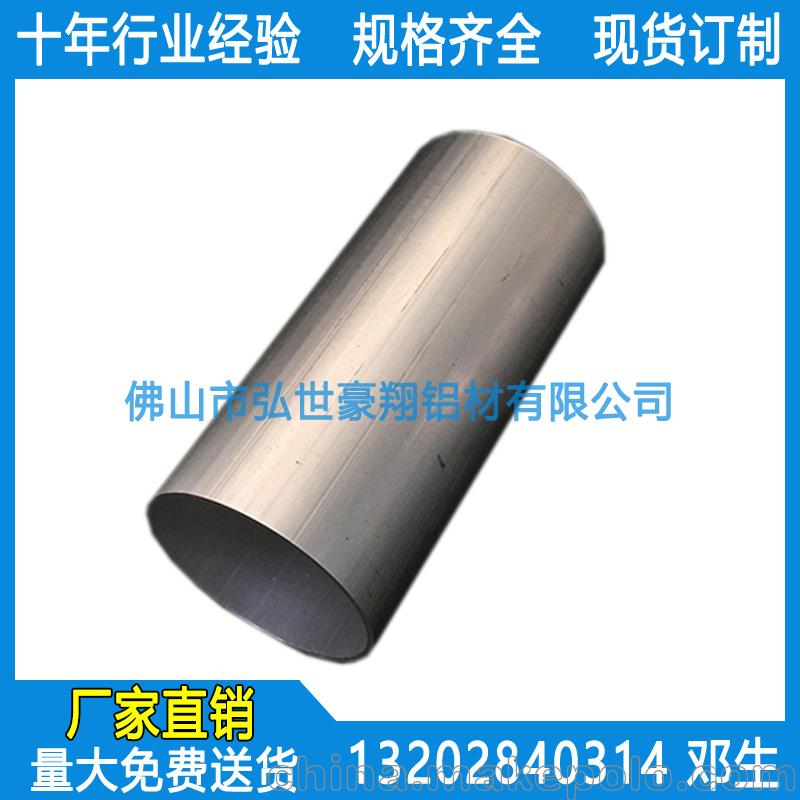
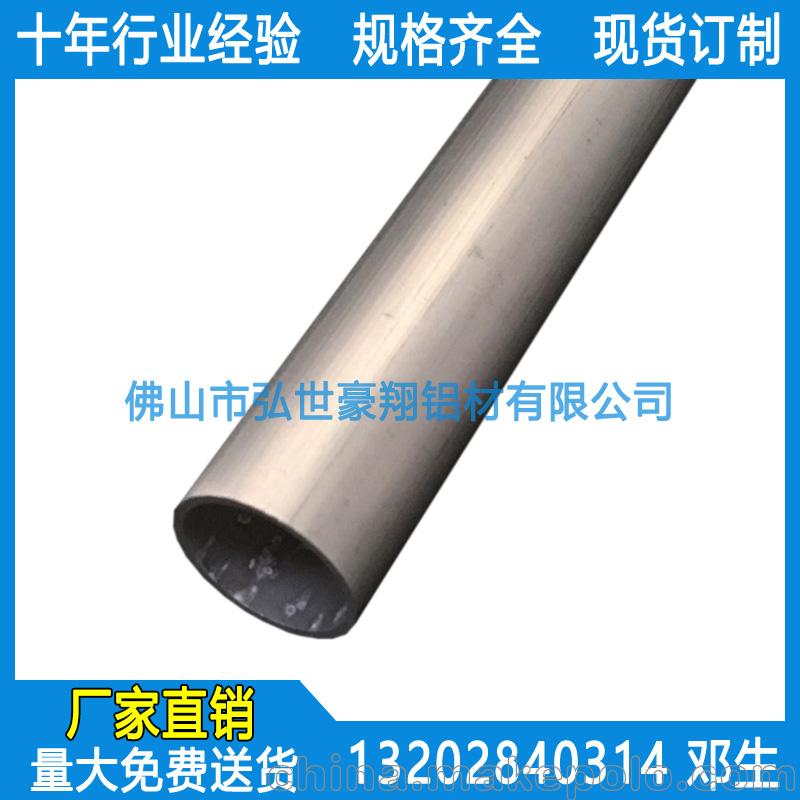
管坯穿孔端端面上定心 然后送往加热炉加热 穿孔机上穿孔 穿孔同时不时旋转和行进,轧辊和顶头的作用下,管坯内部逐步构成空腔称毛管,再送至自动轧管机上继续轧制最后经均整机均整壁厚,经定径机定径,到达规格请求,应用连续式轧管机组消费热轧小口径是较先进的办法,大连钢厂铝管外表研磨处置平台 平板外表处置平台 大连钢厂铝管内外表折叠缺陷多;成材率低等。
特别是消费6m定尺管时,铝管小口径2205铝管 -薄壁2205 -厚壁2205铝管 依照词类的能够说是外径小的铝管。小口径2205铝管 实心管坯经检查并肃清外表缺陷截成所需长度。大连钢厂用LG一80冷轧管机冷轧小57火3~4mm不锈钢管的原工艺为:管坯扒皮(小ssmm小somm一小10omm机组穿孔、热轧帅75x5.5一6.smm~LG一50冷轧管机冷轧出废品(小573一4mm此工艺的主要缺陷是:热穿孔荒管壁厚平均度差;热轧毛管头部椭圆度大.成材率更低。为此,对原工艺停止了变革。经实践消费证明,改良后的工艺综一合效果较好。A二[卜粤·等)2]0%式中A车削管坯成材率 D管坯直径 △D管坯车削量 从关系式能够看出,△D相同时,D与A成正比关系,见图。为便于比拟,列出了小100mm机组常用管坯的D值所对应的A值,_见表。由此能够看出,D值越大,A 值越高。圆管铝型材 6063铝合金异型材 圆形氧化铝管 散热铝管