GC-89-2钢制翅片管散热器@大棚翅片管散热器@翅片管散热器厂家
GC-60-2缠绕式翅片交换器沈阳工业大学硕士学位5据不同产品,采用不同的自动焊接设备。由于先进的焊接设备的引进,焊接的焊缝美观,焊接效率高。但是,在工件焊接的过程中,也发现很多问题,对于自动焊接设备处理不规则的焊缝,因为处理时间和执行时间有一定的间隔,所以,如果处理时间过长,将没有实际意义。一台工业机器人是以为美国的科学家发明的,自从美国发明了工业机器人,的生产效率大幅度提高,使在生活中和工业生产中都得到广泛的应用。焊接机器人从诞生到现在[41-42],经过国内外各大高效和研发机构的研究,自动焊接设备已经有了很大的改进,其种类可分为示教编程、离线编程、智能机器人。

目前,各国研究人员主要还是集中于基于可编程控制器编程和高级语言编程的自动焊接设备的研究开发。通入蒸汽前,应打开排污管截止阀,将管道中的冷凝水排尽,然后关上排污阀门,打开进汽和回水阀管通入蒸汽。预热十分钟后再鼓冷风,避免因蒸汽突然进入冰冷的热交换器而引成大量的冷凝水,造成冲击或冰冻等现象。使用注意及维护:翅片管蒸汽换热器在不使用时,应将剩水放尽,以免冬季结冰胀裂翅片管。

SRZ型蒸汽换热器,是一种既适用于蒸汽系统、又适用于热水系统的空气换热器。对工作介质的要求:蒸汽(小于1.0MPa),热水(小于130度),适用场所:主要用于热风采暖、空气调节系统及干燥装置的空气加热,是热风装置中的主要设备。GC-48-6挤压式翅片换热器互不影响,实现手动启停气动电磁阀,手动启动焊接启和焊接停。暖气管板数控焊接专机自动控制系统实现的目标:打开自动控制系统,焊回到焊接专机的机械零点,手动条件下,气动夹具自动工件,焊自动移动到焊缝起点,自动引弧,进行焊接连续的四个等距的环焊缝,焊接结束,焊熄弧,焊移回机械零点,手动条件下,控制夹具得的通气状态,使夹具断气,使气动夹具松开,下工件,完成一个工作周期。如此循环此过程,完成了焊接专机的自动焊接过程。29B4.2元件的选择步进电机选择步进电机通过可编程控制器的输出端输出高速脉冲信号(高低电平)转变为角运动,然后通过其它方式转换为直线运动的一种电气元件。步进电机的控制方式是没有反馈的。
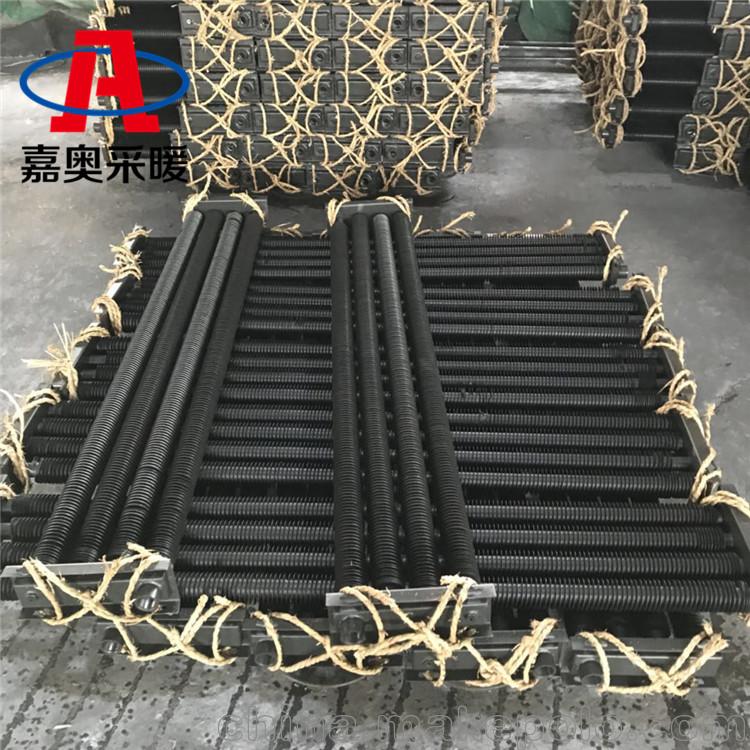
目前市场上,主流的散热器产品类型,无论是钢制板式散热器还是压铸铝散热器,其设计原理都是通过翅片来增加金属的展开面积,提高散热效率,其结构都有着致密的散热翅片。则INDX参数将自动加1。如果没有查找到与其相匹配的参数,则INDX的数值等于指令表序列号。关量的状态。当程序编好后,需要进行调试。在程序的调试过程中,借助计算机作为编程设备,运用现有的设备,将调试系统组装好,将编辑好的程序下载到可编程控制器CPU226H中,然后运行程序,以指示灯的变化情况,来判断相应的动作是否正常运行。

例如,在手动程序运行调试过程中,按下电机按钮,输出所对应的指示灯亮,下电机按钮,电机指示灯熄灭,则表示电机已停止运转。按下夹具按钮,相应指示灯亮,表示夹具已经再按下夹具按钮,指示灯熄灭,表示夹具已放松。例如在同时按下与行程开关相连时,启动步进电机,并控制气缸驱动夹具。在程序调试过程中。通入蒸汽前,应打开排污管截止阀,将管道中的冷凝水排尽,然后关上排污阀门,打开进汽和回水阀管通入蒸汽。预热十分钟后再鼓冷风,避免因蒸汽突然进入冰冷的热交换器而引成大量的冷凝水,造成冲击或冰冻等现象。使用注意及维护:翅片管蒸汽换热器在不使用时,应将剩水放尽,以免冬季结冰胀裂翅片管。通过加大细分来弥补这个漏洞,使步进电机稳定工作。翅片管暖气管板数控焊接专机的控制系统采用XL12-30三轴数控控制系统,因为考虑生产效率的原因,所以管板焊接上的焊接轨迹将连续焊接完成,焊接时先将焊动调到焊接开始位置,选择合适程序后开始焊接,焊将按照预置轨迹移动,焊接过程结束后焊自动抬起后回到机械零点,完成管板-丝头焊接过程,个过程所有电机反转即可,当十字滑台的金属部位被感应式接近开关检测到时,X、Y、Z三轴的步进电机将自动停止运行,完成管板-丝头焊接。31B4.4XL12-30数控系统设计52B4.4.1系统参数XL12-30数控控制系统各参数如下:24沈阳工业大学硕士学位28(1)X分子:X电子齿轮分子/X电子齿轮分母。






