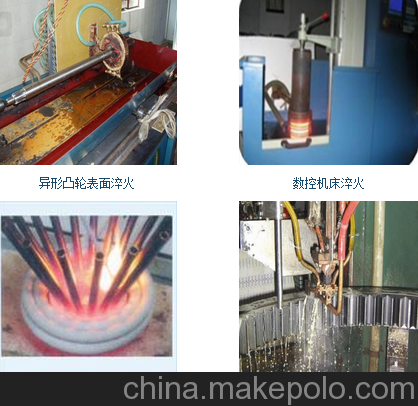
目前淬火较常用的就是高频淬火设备,在各个行业的应用都很广泛。今天我们来说说高频淬火设备在钢制花腮钳中的应用,50钢制花腮钳刃口硬度偏低一直是国内生产的老大难问题,20世纪80年代某次全国花腮钳质量评比中,几十个厂家参赛,合格率仅为百分之三十七,引起业内人士广泛关注,解决其硬度问题成了热门话题。
1)按相关标准规定硬度为56 -63HRC,某单位对现场生产抽验39次,结果表明,经高频感应淬火后的刃口硬度合格率为95%,经回火后再检,合格率降为57.2%。究其原因有以下两条。 ① 原高频感应淬火加热温度偏低(840 -860℃),应改为900 -920℃。 ②50钢的含碳量波动大,含碳量不同对淬火、回火后的硬度有影响,如w(C)=0.49%的花腮钳高频感应淬火后刃口硬度为60HRC,170℃油回火后仅为56HRC。
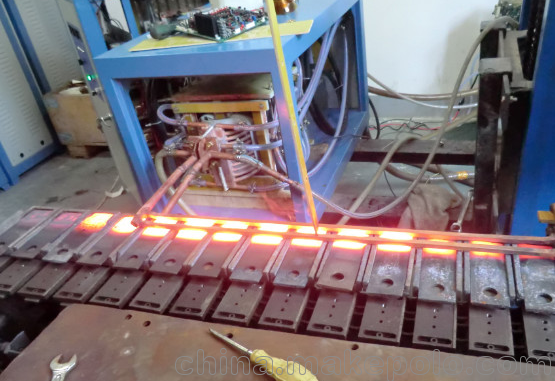
2)针对上面两个问题,前者易于解决,后者有点难度。因为高频感应淬火硬度比盐浴淬火要高,但回火又降得很快;降低回火温度虽可得到理想的刃口硬度,但较难消除花腮钳口断头问题。为此,将原工艺(输送带式炉加热820℃x 14min 油冷后高频感应淬火,170℃ x 2h 回火)改为输送带式炉加热油淬后回火,再高频感应淬火,高频感应淬火后不再回火。这一方面是有利于刃口硬度的控制,即使材料含碳量偏低,硬度亦可达到56 -63HRC 的技术标准;二是高频感应淬火后表面呈压应力,有利于提高刃口疲劳寿命;三是钳体油淬回火为马氏体+少量托氏体,与高频感应淬火层的金相组织比体积差小,因此过渡区应力较小,不易产生裂纹。使用证明,因刃口高频感应淬火层浅,加热速度快,晶粒细小,高频感应淬火后不回火也不会产生崩刃现象。
用高淬火机对花腮钳进行感应淬火,刃口硬度为58 -61HRC,合格率100%,用0.25mm硬钢丝反复进行剪切,未发现崩刃钝口现象,质量稳定,经济效益显著。