旋压封头利用旋压成型工艺。旋压可制造各种轴对称旋转体零件,如扬声器、弹体、高压容器封头、铜锣;也可用于气瓶收口、筒坯成形等。旋压的特点是:用很小的变形力可成形很大的工件;使用设备比较简单,中小尺寸的薄板件可用普通车床旋压;模具简单,只需要一块芯模,材质要求低。旋压适用于小批生产,因其只能加工旋转体零件,局限性较大,生产率低。旋压可用专门机械,采用仿形旋压和数字控制旋压。在旋压成形的同时使板厚减薄的工艺称为变薄旋压,又称强力旋压,多用于加工锥形件、薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板。旋压是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。


旋压是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形.在旋轮的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工.
旋压加工的优点是设备和模具都比较简单(没有专用的旋压机时可用车床代替),除可成形如圆筒形、锥形、抛物面形成或其它各种曲线构成的旋转体外,还可加工相当复杂形状的旋转体零件.缺点是生产率较低,劳动强度较大,比较适用于试制和小批量生产.
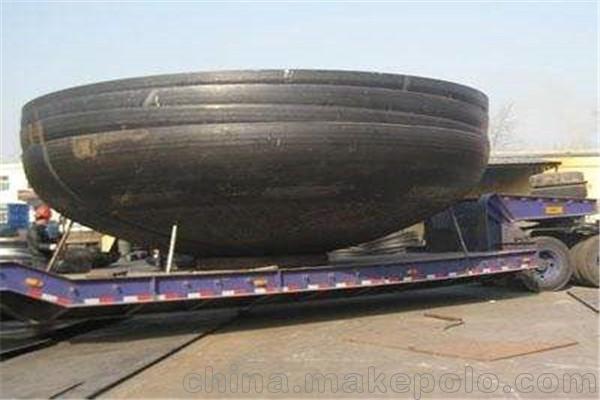
碳钢封头生产厂家椭圆封头又名为椭圆型封头、椭圆封头即为由旋转椭圆球面和圆筒形直段两部分组成的封头。旋转椭圆球面母线的长、短轴之比为2.0的椭圆形封头,习惯上称为标准椭圆形封头。椭圆封头的力学性能仅次于半球封头,但优于碟形封头。由于椭圆封头的深度介于半球形和碟形封头之间,对冲压设备及模具的要求、制造难度亦介于两者之间,即比半球封头容易,比碟形封头困难。近年来由于采用旋压制遣工艺,为制造大直径椭圆形封头带来了方便。椭圆封头因综合性能较好,被广泛用于中低压容器。
碳钢封头的生产工艺介绍:一,在生产中有不合适的地方沾到了碳钢了。主要是加工硬化性造成的,冲压时的变形使不锈钢产生了变形马氏体,产生磁性 。每一种解释其实都很合理。这种现象受到冷却速度,材料成分和热处理工艺等因素的影响。当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,最后形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力
椭圆封头是一个压力容器的配件,在管道上他用的是比法的兰盘。在管路的尾部,我们会用封头,他的作用其实和盲板是有同种效果的。我们要把管道封好,要是封头在焊接好了以后是不可以拆下来的,但是这个盲板是能够拆的。用盲板他可以更好的来对管道里的物质进行清理。当我们在用封头的时候我们要先对他进行调试,这样可以防止在我们用的时候出现一些危险。封头在用的时候它的拉模应该是好的,上模的排气孔不可以堵死。在压力机的上面进行拉伸,等到确认好了以后才能对胎膜进行安装。


旋压封头板坯与芯模共同旋转,由辊轮进给并施加压力,使板坯紧贴芯模逐点局部变形的冲压成形工艺.旋压可制造各种轴对称旋转体零件,如扬声器、弹体、高压容器封头、铜锣;也可用于气瓶收口、筒坯成形等.旋压的特点是:用很小的变形力可成形很大的工件;使用设备比较简单,中小尺寸的薄板件可用普通车床旋压;模具简单,只需要一块芯模,材质要求低.旋压适用于小批生产,因其只能加工旋转体零件,局限性较大,生产率低.旋压可用专门机械,采用仿形旋压和数字控制旋压.在旋压成形的同时使板厚减薄的工艺称为变薄旋压,又称强力旋压,多用于加工锥形件、薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板.





