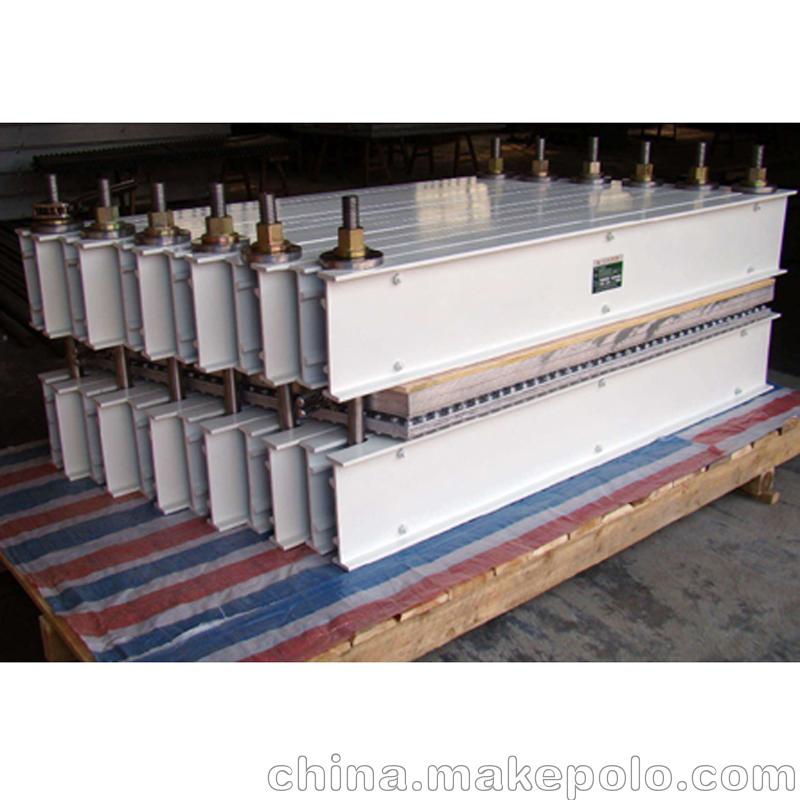
LHJ硫化机胶带边胶的破损修补
由于胶带工作中跑偏等原因,胶带边部沿运行方向发生损坏,这种损坏有时达几十米。这种损坏修补时,
(1)沿运行方向划切割线,并与运行方向成45°角,向相反方向倾斜的两端部切割线,
(2)沿切割线残胶,并切成45°角破口,
(3)切割处要充分打磨,覆盖胶至少打磨250mm,
(4)清洗和涂刷胶浆两遍,并充分晾干,
(5)粘贴覆盖胶,
(6)胶带修补器进行硫化修补。由于这种型式损坏一般较长,所以要进行多次硫化修补。
方法、步骤
1、表面处理:首先对开裂部位进行打磨粗化处理,并使用角磨机配钢丝刷进行打磨处理,并清洗干净;
2、混合胶液:按比例混合适量的橡胶胶粘剂BD801,先在皮带开裂接头部位涂敷少许胶粘剂,晾置10min左右,待其有初步粘性,开始拼接皮带接头;
4、涂胶:对拼接好的粘接面涂刷粘接剂,胶层不宜太厚;
5、涂敷耐磨涂层:晾置不粘附手指背面时,按比例配制耐磨涂层BD938N,并刷涂于初固的皮带接头上面。为节省时间使涂层提前达到最终固化强度和提高粘接强度,每次涂胶后可使用碘钨灯或红外线灯烘烤(烘烤温度60-80℃),促进固化(烘烤时灯与被粘合面的垂直距离不得小于50cm);
6、固化:粘接完成加热固化20min即可开机运行(如果条件允许建议停机24小时再开机运行)。
输送带修补机按修补类型分为洞补器,边修补器和长边修补器。
加热时,加热板温度不均匀,造成接头出现部分不能紧密粘合的现象,应当按照如下步骤进行检查
(1)检查隔热板是否出现破损,隔热板破损时导致加热温度不均的一个重要原因;
(2)隔热板完好,则可将加热板进行单独加热,然后采用测温仪对加热板各部位进行,山东胶带硫化机,如果出现问题,则有可能内部加热片出现损坏,可联系厂家提供加热片进行更换或返厂维修;
施工程序:
1、提前将补点设备运至硫化点.
2、在施工前认真贯彻措施,要求施工人员在措施上签字。
3、准备好施工用的具、温度计、毛刷、毛巾、电烤灯等。
4、确定好修补使用电动工具的电源,提前准备好打磨机、电烤灯等电源。
5、施工人员将施工处的煤尘清理干净,保证修补质量。
6、停车检修后,将需要修补的皮带开至修补位置,对输送机进行停电、闭锁、挂牌,并闭锁到位在醒目的位置悬挂停电牌。
使用硫化工艺进行修补程序:(1)在施工时首先将要修补的皮带处用修成坡口,将修好的坡口用打磨机进行上下打磨平整,用120#白汽油清洗干净;长度超过500mm以上的口子必须在中间用铁丝扎牢;(2)根据修补洞的大小准备好胶料,并用120#白汽油将胶料清洗干净;(3)将打磨好的洞刷上胶浆,待干后刷刷第二遍,待干后准备铺设胶料;(4)将清洗好的芯胶、盖胶依次粘在洞上,盖上硫化板、水压板,上梁,将紧固螺栓紧固到位;(5)升温。将流化板通电升温,水压板打压至1.0~1.2MPa,压力不能超过1.2 MPa;(6)温度升至145℃时恒温10分钟,自然冷却,温度降至90℃以下后,对水压板进行泄压,拆除硫化工具。
使用冷补工艺修补程序:(1)在施工时首先将要修补的皮带表面用打磨机将皮带表面的粘附物打磨干净;(2)在打磨过的皮带表面涂一层专用结构胶;(3)在聚氨酯修补条表面涂一层专用结构胶;(4)用电烤灯对涂过结构胶的皮带表面和涂过结构胶的聚氨酯修补条进行加热,待涂过结构胶的聚氨酯修补条软化后,迅速将涂过结构胶的聚氨酯修补条一侧与皮带进行粘合,用橡胶锤对粘合部分进行打砸,使聚氨酯修补条与皮带粘合牢固;(5)在一根聚氨酯修补条与一根聚氨酯修补条之间用专用电烤灯进行加热,待两根相贴的聚氨酯修补条末端软化后,用滚轮将其辗滚,使其粘合为整体结构。
9、检查修补皮带无异常后,方可进行试车;
10、清理现场,尤其是易燃物。