铸造泡沫陶瓷过滤网的成本博涵机械
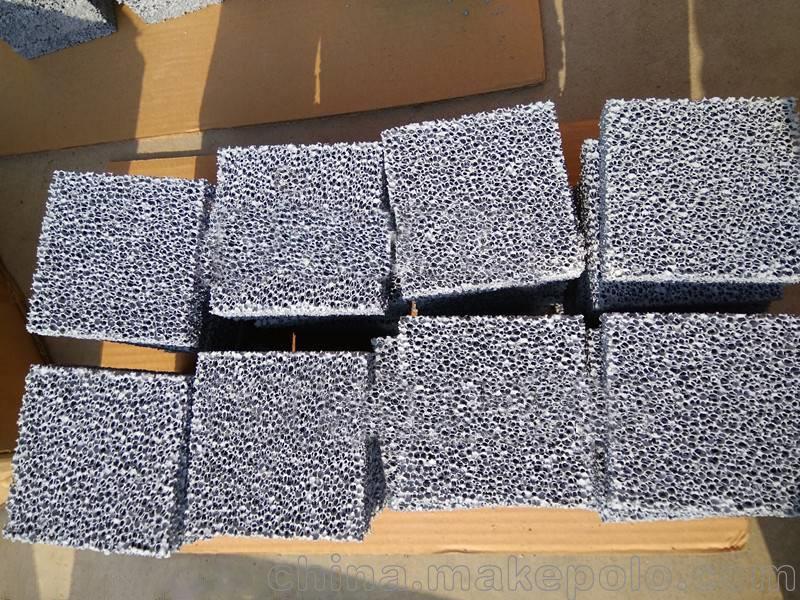
我们先了解一下铸造泡沫陶瓷过滤网,泡沫陶瓷过滤网使金属液充型干、稳,减少旋涡简化浇注系统降低产品的合格率,亦可提高公司利润。

使用过滤器的成本
大型铸件过滤成本的大幅度上升是铸造厂家所必须考虑的一个重要问题。大型铸件过滤成本的上升主要由以下几方面的因素造成:
过滤片厚度的增加:目前通用的泡沫陶瓷过滤片的厚度为22mm。这是无数试验和生产实践在考虑过滤效果和过滤成本之间的平衡后得出的一个合理值。由于用于大型铸件的过滤片的尺寸的增加,所需厚度也相应增加,从而造成过滤器成本的大幅度增加。同尺寸的50mm厚度的过滤器的成本比32mm厚度的过滤器高约60%,比22mm厚度的过滤器高约135%。因此在保证过滤片不破裂的前提下选用厚度较小的过滤片对降低过滤成本有重要意义。

安放位置增大:随着过滤片尺寸的增大,安放过滤片的位置也相应增大。而砂箱内可用来安放过滤片的位置是有限的。在多数情形下,为安放过滤片不得不通过增大砂箱尺寸来增大过滤片的安放位置,这引起造型成本的大幅度上升。因此选择过滤片安放灵活,需要安放位置小的方案对降低过滤成本非常重要。

渣孔(熔剂夹渣或金属氧化物夹渣)
特征:
渣孔是铸件上的明孔或暗孔,孔中全部或局部被熔渣所填塞,外形不规则,小点状熔剂夹渣不易发现,将渣去除后,呈现光滑的孔,一般分布在浇注位置下部,内浇道附近或铸件死角处,氧化物夹渣多以网状分布在内浇道附近的铸件表面,有时呈薄片状,或带有皱纹的不规则云彩状,或形成片状夹层,或以团絮状存在铸件内部,折断时往往从夹层处断裂,氧化物在其中,是铸件形成裂纹的根源之一。
形成原因:
渣孔主要是由于合金熔炼工艺及浇注工艺造成的(包括浇注系统的设计不正确),模具本身不会引起渣孔,而且金属模具是避免渣孔的有效方法之一。
解决方法:
浇注系统设置正确或使用铸造泡沫陶瓷过滤网
采用倾斜浇注方式。
选择熔剂,严格控制品质。
填充速度太高,金属流卷入气体过多。
涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层,另涂料含水量大。
型腔内气体没有排出,排气不顺。
合金熔炼温度过高。
铝合金液体除气不彻底,吸有较多气体,铸件凝固时析出留在铸件内
铸造泡沫陶瓷过滤网对铝液、铜液的过滤效果也非常好
。






