上海都在用铸造泡沫陶瓷过滤网经久耐用
铸造泡沫陶瓷过滤网放置在直浇道底部,若浇包与泡沫陶瓷过滤网之间的落差大或直浇道直径大时,为了防止铁水直接冲坏泡沫陶瓷过滤网,
可略错开直浇道放置。

一块泡沫陶瓷过滤网的过滤能力最多为几百千克,如放置多个泡沫过滤网可生产20吨左右的铸件。此时,泡沫陶瓷过滤网放在多道的内浇口上,
因浇口截面积扩大约2倍,可有效地提高铸件的表面质量。
在垂直分型工艺上应用时,为了不影响生产效率,简易、快速而准确地放置泡沫陶瓷过滤网,可将铸造泡沫陶瓷过滤网预先安放在用树脂砂制作
的环座上,再与型芯一起下入铸型。
泡沫陶瓷过滤网的使用效果
能有效地除气和挡渣,这不仅降低了铸件废品率,还提高了铸件的外观质量和内在质量。
在浇注系统前部设置直孔陶瓷过滤网排除了杂质,浇注系统后部设计可短而简单化,节省铁水,提高工艺出品率。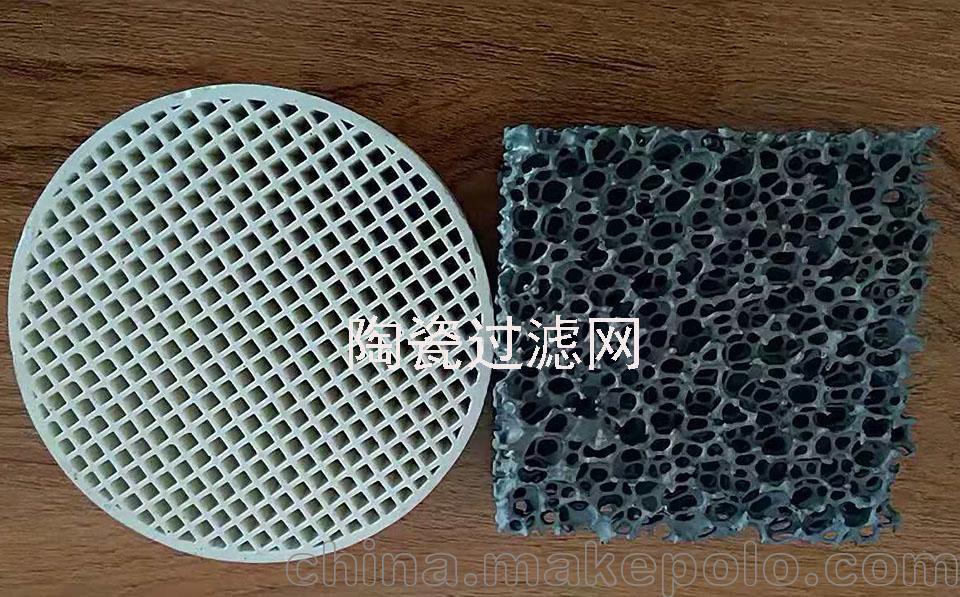
由于使用泡沫陶瓷过滤网净化了铁水,能综合地发送铸件的力学性能和切削性能。还可以减少加工余量,缩短加工工时和减少刀具的消耗。
我们一直秉承着顾客至上、优质高效的服务宗旨与精益求精、追求卓越的进取精神,不断推陈出新,拓宽领域,引进国外先进设备、工艺技术和管理方式,厂家直销 承接全国各地实力代理商内浇口在横浇道的顶部。浇注系统无论是封闭式的还是开放式的,铁水在横浇道中流动时,渣子都是向上浮的。因此把内浇道设在横浇道的顶部是不合理的,内浇道容易把横浇道顶部的渣子吸进型腔,所以内浇道应在横浇道的底部,并且内浇道和横浇道的底面最好在同一平面上,否则浇注之初内浇道不能很好地保持空位而过早地起作用。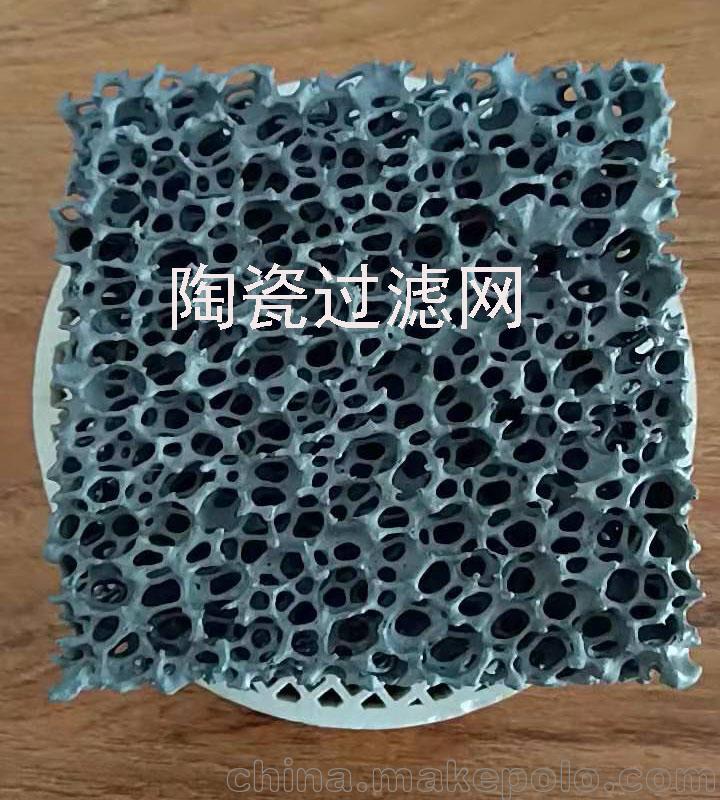
压力头小。有的摆地摊造型的铸造车间,为了节省体力,一般砂箱的高度都尽量矮。有的即使是用吊车起吊砂箱,为图省事,用槽钢作砂箱壁,槽钢是多宽,砂箱就多高,没有从工艺要求的角度来确定砂箱的高度,造成了直浇道高度矮,压力头不够,影响了铁水的充型和补缩。改进措施:
从工艺要求的角度来确定砂箱的高度。
增加浇口杯砂箱和出气孔砂箱,增加压力头高度。
第一个内浇道与直浇道太近,如图3所示。水平的横浇道用以连接直浇道和内浇道,并将铁水平稳而均匀地分配给各个内浇道;同时还起到捕集、保留由浇包经直浇道流入的夹杂物,故又称“捕渣器”或撇渣道,它是浇注系统中最后一道挡渣关口。
第一个内浇道与直浇道太近
铁水从滤网出来,马上就到了第一个内浇口。有人认为,不是有泡沫陶瓷过滤网吗?怎么还用担心渣眼缺陷吗?其实,正是这种认识,使我们一度忽视了第一个内浇口离滤网的出水口太近的问题,使渣眼废品率高达40%左右。事实上,滤网能过滤的是在达到滤网时处于固态或比较粘稠的杂质,有些低熔点的渣还是比较顺利通过了滤网。铁水从滤网出来后,需要在横浇道流经一段距离才能比较平稳,需要足够的距离使杂质上浮到横浇道的顶部,所以应该把第一个内浇道往后移大于5倍横浇道高度的距离。
内浇道与横浇道高度比大。第一个内浇道设在阻流片下面,h内/h横过大。在
在内浇道附近除有继续向前流动的速度外,还有一个向内浇道流动的速度,因此,内浇道会将铁水“吸”进去。这种现象称为“吸动作用”。吸动作用区的范围通常都大于内浇道的断面积,杂质流经这个区域时就有被吸入内浇道而进入型腔的可能。吸动作用区范围的大小与内浇道中铁水流速成正比(当横浇道充满时,其流速决定于由浇口杯液面到横浇道的整个液柱高度),还随着内浇道断面的增大及内浇道、横浇道的高度比值h内/h横的增大而加大。当内浇道的断面积和h内/h横均较大时,吸动区可达横浇道顶部,上升到顶面的杂质也会被吸入型腔。反之,内浇道的断面积和h内/h横 都不大时,横浇道的挡渣作用也较好。改进的措施是:将横浇道的断面做成高梯形,内浇道制成扁平梯形.






