了解电镀金刚石砂轮之前,我们先来看下何为电镀?这道工序在电镀金刚石工艺中叫上砂。 上砂有以下方法: 1.埋砂法:适合小而简单的工件,比如磨头、牙钻等,方法是将工件基体不镀部位绝缘,需镀部位埋在砂中,最好是垂直放置,尖头不尖而有一定面积的,尖头应该朝上,以便尖头部位也能镀上金刚石,还要注意砂层不要太厚,以便镀液容易循环; 2.撒砂法:将需镀表面朝上置于镀液中,用小勺或移液管将砂撒到上面,要撒得薄而均匀,厚度一般1-2毫米即可,如果是园面或不只一个面,则上完一个面后转动一定角度继续上砂; 3.落砂法:实际上这是另一种撒砂法,就是将砂先放进镀槽中,然后搅起,立即将工件放进去,砂自然沉降,落到需镀的表面上,也可用工件本身搅拌,上下移动,搅起砂子,然后停止搅动,平放工件,砂沉降到工件上面。了解了电镀的原理,下面我们来讲下电镀砂轮的构成:
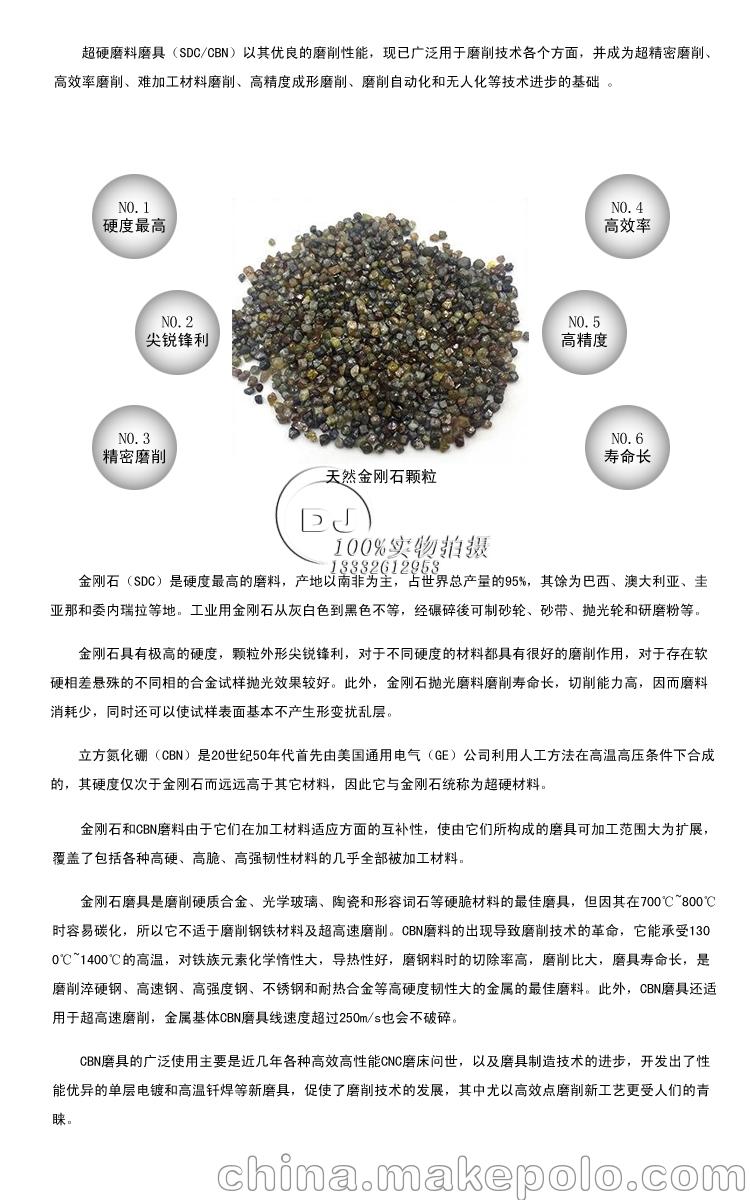
电镀金刚石砂轮是用电化学法制作的金刚石砂轮.砂轮工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。包括金刚石修整砂轮,磨削或切削用金刚石砂轮。
|
加工流程: - 包工包料:客户只管下单,之后所有的操作交给我们来完成.
- 来料加工:由客户自行加工磨棒或者砂轮基体,发给我们电镀金刚石或氮化硼,加工基体前请先联系我们,要减去相关尺寸,以方便我们后续加工.这样做客户能省下不少钱.
3.翻新加工:当砂轮上的金刚石或氮化硼磨损完后,旧基体怎么办呢,当废铁卖可不划算,在砂轮基体没有损伤的情况下,可再交给我们翻新,我们会退下磨损后的金刚石或氮化硼,重新电镀上新的金刚石或氮化硼,用起来和新品一样,只是产品外观会差一点,看起来没新品那么亮.这样做客户同样能省下不少钱
注明:同款规格订货3次以后,我们可以为客户备库存,客户下单即可发货.
交期说明: - 包工包料:简单的说要经过[下料-车-热处理-精磨-去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,5-7天发货.
- 来料加工:客户提供磨棒基体要经过[去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,3-4天发货.
- 翻新加工:客户提供旧磨棒或旧砂轮要经过[退砂-去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,3-5天发货.
我们的产品加工效率高,成本低。欢迎广大客户来电洽谈, 欢迎来图来样订做! |