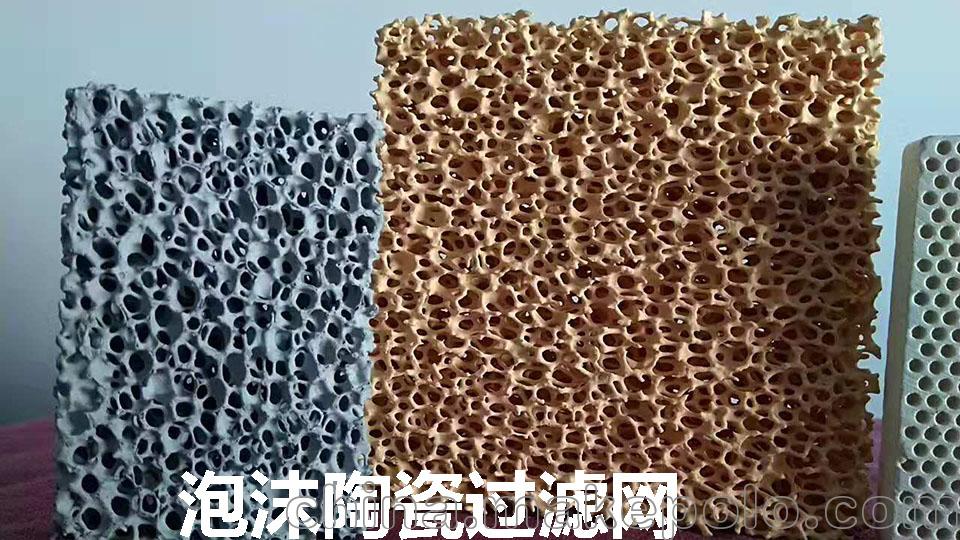
博涵牌铸造泡沫陶瓷过滤网直孔陶瓷过滤网

宁津县博涵机械有限公司
中国 德州
产品属性
图文详情
品牌推荐
品牌
博涵牌铸造过滤网
型号
FCF-2D
类型
耐高温过滤器
壳体材质
其他
滤料更换方式
一次性使用
型式
双联过滤器
连接方式
独立
公称直径
0.65mm
额定压力
200MPa
过滤精度
98%
密封垫片
1
环境条件
干燥无风
滤芯材质
玻璃纤维
加工定制
加工定制
外形尺寸
6MM
重量
45G
丝径
0.64
长度
300*150
高度
250*100
目数
26
直径
5MM